Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-Polymer-PackОплата:
L/C, T/T, Western Union, Credit Cards, PaypalПроисхождение продукта:
ChinaПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate

1.Оборудование Fфункция Iвведение
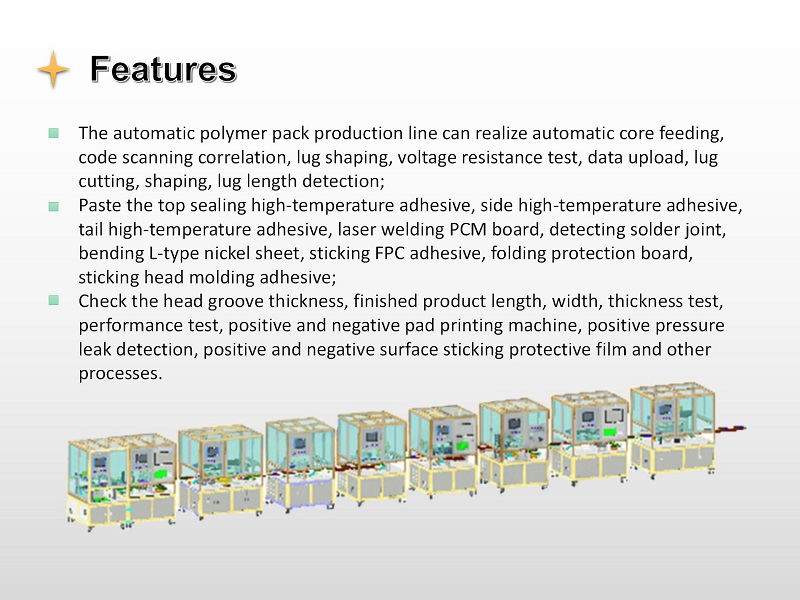
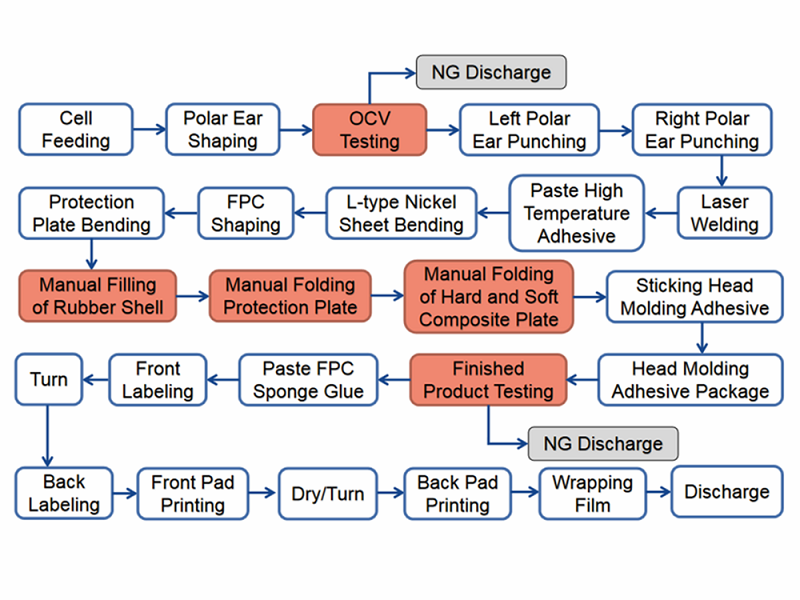
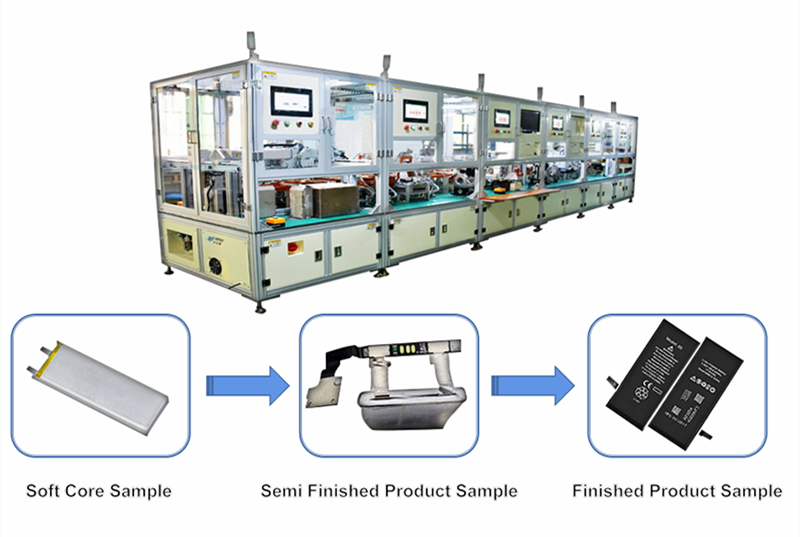
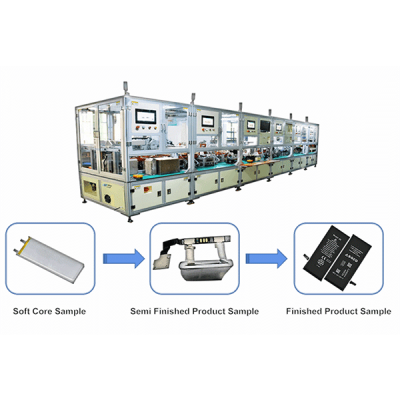
Автоматическая производственная линия в основном используется для завершения процесса производства аккумуляторов для мобильных телефонов.
Технологический процесс включает в себя:
1)Pполимерная батарея вкладка формирование ,
2)Тест OCV,
3)Вкладка «Батарея» резка,
4)Велдинг,
5)Dдвусторонний клей оклейка,
6)BMS изгиб,
7)Аклей склеивание и формование,
8)Fзавершено тестирование батареи ;
9)Губчатый клей FPC наклеивание.
Согласно технологической схеме и техническим требованиям к линии упаковки подключено следующее 5 устройств:
(1)Аавтоматическая подача + многофункциональная ммашина;
(2)Аппарат лазерной сварки;
(3)Двусторонняя клейкая лента + Г-образная гибка никелевого листа + машина для гибки защитных пластин;
(4)Автоматическая машина для наклеивания головок.
 2.Последовательность операций
2.Последовательность операций
3.Технические параметры
1. Применимый диапазон размера батареи (единица измерения: мм):
Длина: 40–130 мм (без учета длины наконечника стойки)
Ширина: 30-70 мм
Толщина: 3-10 мм
Длина выступа: 4–20 мм
2. Условия окружающей среды:
Давление источника воздуха: 0,5 ~ 0,6 МПа
Напряжение источника питания: 220 В, 50 Гц
Общая мощность: â¤15 кВт
Коэффициент несущей способности площади: â¤500 кг/м²
Температура окружающей среды: 5°C-50°C
Влажность: 50% - 90%
3. Производительность производственной линии: â¥900 шт./ч
4. Уровень использования оборудования: 98%
5. Уровень квалификации продукта: 98%
6. Направления подачи и разрядки оборудования должны быть одинаковыми, а хвостовая часть электрического сердечника должна быть обращена к рабочей поверхности оборудования.
7. Применимость процесса: Применимо к батареям в мягкой упаковке, изготовленным по тому же процессу.
8. Соответствовать требованиям безопасности производства, включая безопасность продукции и безопасность аккумуляторов.
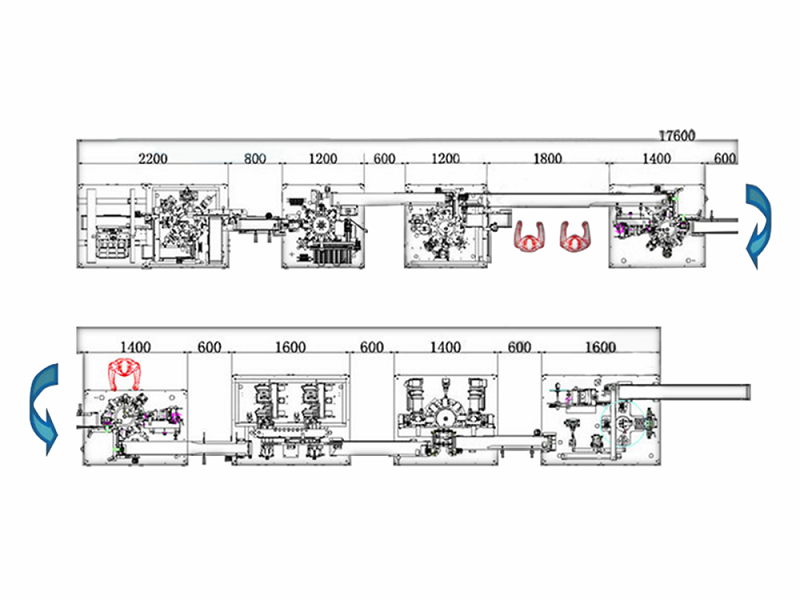
9. Габаритные размеры (без сборочной линии):
Корпус провода: 9200 (длина)*1200 (ширина)*1900 (высота) мм
Высота сборочной линии: 900 мм±50 мм
4.Общая компоновка оборудования и описание рабочего процесса оборудования
Общая компоновка тела строки:
Примечание: в линию входят 4 человека, один из которых отвечает за щит защиты лазерной машины;
За установку резиновой оболочки отвечают 2 человека;
Один человек отвечает за подачу, проверку всей линии и замену материалов, таких как лента.
Требования к функциям и действиям для одного оборудования:
(1)Автоматическая подача + многофункциональная машина:
1) Функциональное действие
â Аккумулятор автоматически загружается из подающего лотка на сборочную линию подающей машины через подающую машину, и позиционирующий цилиндр позиционируется;
â¡ Манипулятор переключения захватывает батарею с линии сборки погрузочной машины на сборочную линию подачи многофункциональной машины. Аккумулятор можно повернуть на 90°или перевернуть по желанию;
⢠Электрический сердечник проходит через линию подачи многофункциональной машины. После того, как электрический сердечник установлен, он захватывается подающим манипулятором к станции подачи поворотного стола;
⣠Поворотный стол вращается по часовой стрелке, чтобы войти в станцию формирования ушек первичного полюса для формирования ушек полюса;
⤠Поверните поворотный стол по часовой стрелке, чтобы войти в испытательную станцию, проверьте внутреннее сопротивление напряжения, отсканируйте код и загрузите данные;
⥠Поворотный стол вращается по часовой стрелке, чтобы войти в станцию обрезки левого выступа и отрезать левый выступ;
⦠Поворотный стол вращается по часовой стрелке и входит в станцию резки правого выступа, чтобы отрезать правый выступ;
⧠Поворотный стол вращаетсяпос по часовой стрелке; Введите вкладку вторичная пластическая хирургия, полярная пластика ушей;
⨠Поворотный стол вращается по часовой стрелке, чтобы войти в станцию разряда батареи, разрядить батарею и поднести ее к линии подачи оборудования; Ячейка поворачивается на 90°, а затем поворачивается на 180°.
2) Технические требования
â Производительность (UPH): €1200 шт./ч
â¡ Коэффициент использования оборудования: 98%
⢠Квалифицированный процент: 99,5 %
⣠Диапазон отклонения длины обрезки полюсного наконечника: ±0,2 мм
⤠Ресурс фрезы 400000 раз
⥠Погрешность измерения напряжения: ±0,01% от показания. ±3dgtï¼В соответствии с точностью тестера);
⦠Погрешность измерения внутреннего сопротивления: ±0,5% от показания.±5dgtï¼В соответствии с точностью тестера);
⧠Коэффициент ошибочных оценок: он должен составлять 100 % для продуктов, пригодных для канала, и 0,3 % для продуктов, пригодных для канала;
⨠Сканируйте код ячейки, привязывайте и загружайте тестовые данные;
â© Материал можно брать из сложенного в стопку пластикового лотка для всасывания. Лоток не может быть соединен с лотком. Аккумулятор не может быть поврежден в процессе утилизации. Пустой лоток после приема материала будет автоматически удален и отсортирован в стопку;
⪠Габаритный размер (без учета сборочной линии):
2200 (Длина)*1200 (Ширина)*1900 (Высота) мм.
â« Размер материала:
Примечание: TНагрузка подъемного стола с электрической загрузкой сердечника не превышает 40 кг.
|
Нимя |
Длина (мм) |
Ширина (мм) |
Толщина (мм) |
Rпримечания |
|
Всасывание Pэластичное Tлуч |
270-420 мм |
215-350 мм |
Высота штабелирования нескольких слоев ≤ 250 мм |
Количество электрических ячеек в каждой панели 2-8 |
|
Батарея |
40-140 мм |
35-80 мм |
3-8мм |
|
3) Конфигурация клавиш
â Тестер: Lanqi BK600A, 1 комплект
â¡ Сканирующий пистолет: Honeywell, 1 комплект
(2) Аппарат лазерной сварки:
1) Функциональное действие
â Батарея входит в лазерный станок через сборочную линию подачи, захватывается манипулятором подачи во вторичное положение, и батарея поворачивается на 90°;
â¡ Загрузочный манипулятор захватывает батарею из вторичного положения на станцию загрузки поворотной платформы, и батарея поворачивается на 45°;
⢠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию формирования ушек стойки для формирования ушек стойки;
⣠Поворотный стол вращается против часовой стрелки и входит в станцию подачи защитной пластины для загрузки защитной пластины;
⤠Поворотный стол вращается против часовой стрелки и входит в станцию позиционирования защитной пластины для позиционирования защитной пластины;
⥠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию лазерной сварки для лазерной сварки;
⦠Поворотный стол вращается против часовой стрелки для установки батареи
Разрядная станция, разрядите аккумулятор и подсоедините его к линии питания оборудования.
2) Технические требования
â Производительность (UPH): â¥1200 шт./ч;
â¡ Коэффициент использования оборудования: 98%;
⢠Квалифицированный процент: 99,5%;
⣠Точность положения лазерной сварки: ±0,02 мм;
⤠Проверьте положение сварки защитной пластины и выступа электрода электрического сердечника, а также точность положения: ±0,1 мм;
⥠Предварительное решение о точечной сварке (сварка, когда защитная пластина и выступ электрода электрического сердечника расположены в порядке, и отсоединение их без сварки, когда NG);
⦠Стандарт прочности сварки: растягивающее усилие никеля и никелевых материаловâ¥2 кгс, растягивающее усилие алюминия и никелевых материалов⥠0,6 кгс;
⧠Положительная и отрицательная энергия уха лазерной сварки может быть установлена отдельно и свободно переключаться (Примечание: производитель лазерного оборудования несет ответственность за этот элемент, а производитель корпуса проволоки несет ответственность за запуск связь и т. д.);
⨠Габаритные размеры (без учета сборочной линии):
1200 (Длина)*1200 (Ширина)*1900 (Высота) мм.
â© Размер материала:
|
Имя |
Длина (мм) |
Ширина (мм) |
Толщина (мм) |
Примечания |
|
Защитная пластина |
25-80 мм |
Провисание ФПК 5-30 мм |
0,6-1,2 мм |
|
(3)Двусторонняя клейкая лента + L-образная гибка никелевого листа + Машина для гибки защитных пластин:
1) Функциональное действие
â Аккумулятор поступает в двустороннюю клейкую ленту + L-образную машину для гибки никелевого листа + машину для гибки защитных пластин через линию сборки подачи. После того, как электрический элемент установлен, он захватывается на станцию загрузки поворотного стола с помощью подающего манипулятора;
â¡ Поверните поворотный стол против часовой стрелки, чтобы войти в станцию склеивания и завершить наклеивание двустороннего клея на горловину чашки;
⢠Поворотный стол вращается против часовой стрелки и входит в станцию гибки никелевого листа L-образной формы для сгибания никелевого листа L-образной формы;
⣠Поворотный стол вращается против часовой стрелки и входит в станцию формования, чтобы придать L-образную форму никелевому листу и обеспечить посадку;
⤠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию формования FPC для формирования FPC;
⥠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию гибки защитной пластины и сгибать защитную пластину 90 °
⦠Поворотный стол вращается против часовой стрелки и входит в станцию разряда аккумуляторов. Разряд батареи переносится манипулятором непосредственно на линию подачи оборудования;
⧠После ручного завершения процессов ручной установки резинового корпуса, ручного складывания защитной пластины и ручного складывания мягкой и жесткой комбинированной пластины на сборочной линии аккумулятор поступает в оборудование.
2) Технические требования
â Производительность (UPH): â¥1000 шт./ч;
â¡ Коэффициент использования оборудования: 98%;
⢠Квалифицированный процент: 99,5%;
⣠Внутренний диаметр цилиндра двустороннего клея (мм):â76;
⤠Точность приклеивания: ±0,25 мм;
⥠Угол изгиба: меньше или равен 90;
… Электрический сердечник, защитная пластина и ее компоненты должны быть защищены от повреждений;
⧠Габаритный размер (без учета сборочной линии):
1200 (Длина)*1200 (Ширина)*1900 (Высота) мм.
(4) Полностью автоматическая машина для склеивания головок:
1) Функция действия
â Батарея поступает в машину для склеивания головок через линию подачи. После того, как электрический элемент установлен, он захватывается на станцию загрузки поворотного стола с помощью подающего манипулятора;
â¡ Поверните поворотный стол против часовой стрелки, чтобы войти в станцию приклеивания головок, и нанесите формовочный клей на верхнюю поверхность батареи;
⢠Поверните поворотный стол против часовой стрелки, чтобы войти в станцию обертывания клеем, и оберните уши с обеих сторон формовочным клеем на задней стороне батареи;
⣠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию обертывания клеем и обернуть верхнюю часть головки, образуя клей с задней частью батареи;
⤠Поворотный стол вращается против часовой стрелки, чтобы войти в станцию разряда батареи, разрядить батарею и поднести ее к линии подачи оборудования.
2) Технические параметры
â Производительность (UPH): â¥1100 шт./ч;
â¡ Коэффициент использования оборудования: 98%;
⢠Квалифицированный процент: 99,5%;
⣠Внутренний диаметр цилиндра двустороннего клея (мм): â76;
⤠Точность приклеивания: ± 0,25 мм;
⥠Габаритный размер (без учета сборочной линии):
1400 (Длина)*1200 (Ширина)*1900 (Высота) мм.
5.Общие требования к оборудованию
(1) Общие требования к использованию
1) Оборудование каждой станции может выбирать независимую работу или операцию привязки и сохранять данные в соответствии с требованиями каждого модуля.
2) Инструментальное приспособление может быть заменено и применимо к другим моделям продуктов.
3) Легко изнашиваемые детали должны заменяться отдельно.
4) В станциях с высокой активностью и прочностью оборудования должна быть проведена противоскользящая обработка винтов, а на отверстиях для винтов на бакелите и других деталях установлены зубные брекеты.
5) Избегайте или защищайте детали, которые могут повредить электрический сердечник, например, падение, раздавливание, царапание, сварка и т. д.
6) Электростатическая обработка всего оборудования должна соответствовать
Требованиям компании, а контактные части защитной пластины должны быть изготовлены из антистатических материалов.
7) Каждое оборудование должно быть оборудовано средствами освещения отдельно, а также необходимы энергосберегающие лампы.
8) Защита продукции и контроль качества:
â Не ниже требований существующей ручной работы линии (подробнее см. в технологической схеме производственного процесса).
â¡ Процесс работы требует, чтобы штрих-код батареи был связан с закрытием карты во избежание пропуска обработки и утечки дефектной продукции.
(2) Требования механической безопасности
1) Соответствовать национальным стандартам безопасности и национальным нормам безопасности и гигиены труда.
2) Оборудование должно быть обеспечено надежными и комплексными мерами защиты, такими как защитная сетка, фотоэлектрическая защита, защитная решетка и другие защитные устройства. Вращающиеся части, опасные части и опасные части оборудования должны быть оснащены защитными устройствами.
3) Защитные устройства и другие средства должны препятствовать входу операторов в опасную зону эксплуатации, или когда персонал входит в опасную зону по ошибке, оборудование может воспринимать соответствующее защитное действие, которое вряд ли приведет к травмированию персонала, то есть защитное действие устройства должны реализовывать связь и блокировку с системой управления оборудованием.
4) Подвижные части и компоненты, которые часто регулируются и обслуживаются, должны быть оборудованы подвижными защитными крышками. При необходимости должно быть установлено устройство блокировки, обеспечивающее невозможность запуска подвижных частей без закрытия защитного устройства (включая защитную крышку, защитную дверцу и т. д.); Как только защитное устройство (включая защитную крышку, защитную дверцу и т. д.) открывается, оборудование немедленно останавливается автоматически.
5) Передача, действие, излучение и другие части оборудования должны иметь хорошие защитные устройства.
6) Рабочий механизм оборудования, такой как ручка, маховик и тяга, должен иметь удобные в эксплуатации, безопасные и трудозатратные, четкие, полные, твердые и надежные маркировки.
(3) Требования электробезопасности
1) Система управления может гарантировать, что энергоснабжение оборудования не вызовет опасности в случае неисправности, а само оборудование не будет повреждено или причинит вред персоналу.
2) Система управления должна находиться вдали от легковоспламеняющихся, взрывоопасных зон, зон с высокой температурой, высокой влажностью и высокой коррозией. Если это неизбежно, должны быть приняты необходимые меры по экранированию, а шкаф управления должен иметь хорошие условия отвода тепла. Линия управления должна гарантировать, что она не причинит вреда, даже если линия выйдет из строя или будет повреждена.
3) Система управления должна быть размещена в месте, удобном для работы и наблюдения оператором. Оборудование оснащено необходимыми кнопками аварийной остановки в зависимости от конкретных условий. Механизм аварийной остановки должен быть самоблокирующимся, его рабочий цвет должен быть красным. Если есть цвет фона, цвет фона должен быть черным. Рабочие части кнопочного переключателя должны быть нажимными или грибовидными.
4) Электрическая система управления оборудованием: с функциями защиты от перегрузки и короткого замыкания.
5) Во время проверки, настройки и технического обслуживания производственное оборудование, которое должно наблюдать за опасной зоной, или части человеческого тела, которые должны проникать в опасную зону, должны быть предотвращены от неправильного запуска. Если оборудование может поставить под угрозу личную безопасность из-за случайного запуска, необходимо настроить обязательные защитные устройства для предотвращения случайного запуска.
6) Если подача энергии случайно отключается, а затем включается снова, оборудование должно иметь возможность избежать опасной работы.
7) Применяется трехфазная пятипроводная система питания, а также меры по подключению защитной нейтрали для корпуса оборудования.
8) Во время работы оборудования, когда какой-либо компонент выходит из строя или неисправен
Повреждено, само оборудование имеет соответствующие защитные меры, которые не могут причинить больший ущерб самому оборудованию или нанести вред оператору. Меры защиты в основном включают в себя: защиту времени выполнения действия: когда фактическое время выполнения действия превышает нормальное значение, подается сигнал тревоги; Защита от неправильной эксплуатации: из-за слабого уплотнения и сброса давления в трубопроводе должен подавать сигнал тревоги, когда срабатывают части, которые не должны действовать.
9) Приняты меры по предотвращению износа проводов вокруг розетки распределительного шкафа, а разъем в середине линии электропередачи отсутствует.
6.Марка и упаковочный лист важных деталей
(1) Марки важных деталей:
|
НОТ. |
Категория стандартной детали |
Описание функций и ограничений бренда |
|
1 |
Рамка |
Обработка поверхности краской запеканием |
|
2 |
Большая доска |
Поверхность должна быть гальванизирована толщиной 20 мм |
3 |
Обработанные детали |
Пескоструйная обработка и оксидная обработка алюминиевых деталей и гальваническая обработка железных деталей |
|
4 |
Человек-Машина |
Бренд ограничен виалоном |
|
5 |
ПЛК |
Omron имеет трехлетнюю гарантию и резервирует 10% портов |
|
6 |
Источник питания |
Omron, Delta, Mingwei и другие импульсные источники питания |
|
7 |
Датчик |
Panasonic, Kearns, Omron |
|
8 |
Аксессуары для электрического управления |
Шина проводов и другие электрические детали должны быть как минимум отечественного производства высокого качества |
|
9 |
Контактор |
Шнайдер, Омрон |
|
10 |
Кнопка |
Шнайдер, Омрон |
|
11 |
Обычный двигатель |
Синьтайчуан |
|
12 |
Шаговой двигатель |
Рейес |
|
13 |
Серводвигатель |
Панасоник, Фудзи |
|
14 |
Плата ввода-вывода |
Лесай, Ни, Гугао |
|
15 |
Обычный цилиндр |
Ядеке, SMC |
|
16 |
Бесштоковый цилиндр |
Ядеке, SMC |
|
17 |
Соленоидный клапан |
Ядеке |
|
18 |
Комбинация обработки источника газа |
Ядеке |
|
19 |
Подшипник или линейный подшипник |
Mismi, NSK, THK и другие бренды |
|
20 |
Руководство |
Шанхайский банк, THK и другие бренды |
|
21 |
Линейный модуль |
Шанхайское серебро, Mismi и другие бренды |
|
22 |
Стандартные детали конструкции |
Шанхайское серебро, Mismi и другие бренды |
|
23 |
МПК |
Яньсян |
|
24 |
Монитор |
Филипс |
(2) Упаковочный лист
|
НЕТ. |
Имя |
Количество |
Примечания |
|
1 |
Упаковочный лист |
1 экземпляр |
|
|
2 |
Сертификат соответствия |
1 копия |
|
|
3 |
Руководство по эксплуатации |
2 копии |
|
|
4 |
Обработка уязвимых деталей |
1 копия |
|
|
5 |
Электрическая принципиальная схема |
2 копии |
Электронный файл |
|
6 |
Принципиальная схема подключения ввода-вывода |
2 копии |
|
|
7 |
Руководство по техническому обслуживанию оборудования |
1 копия |
|
|
8 |
Список уязвимых частей |
1 копия |
Электронный файл |









1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Следующий :
Машина для резки и испытания вкладок для завода по сборке блоков литий-полимерных аккумуляторовКатегории
Новые продукты

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

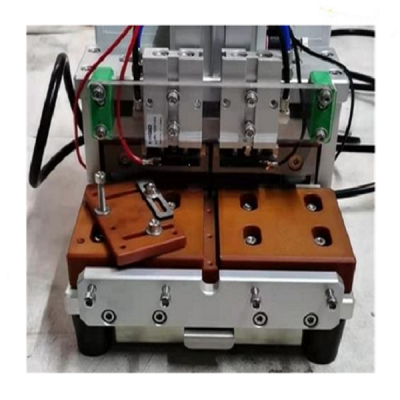
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью

















