Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-ZY400-H450Оплата:
L/C, T/T, Western Union, Credit Cards, PaypalПроисхождение продукта:
ChinaПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1.Введение
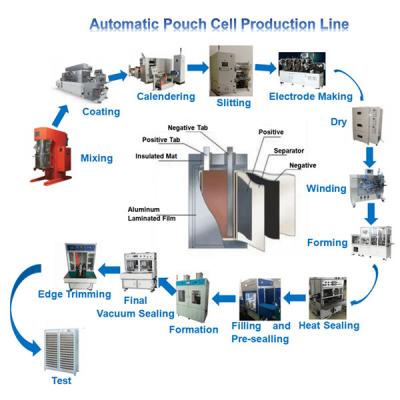
1.1 Функция: Эта линия по производству листового электрода для аккумуляторных батарей используется в процессе прокатки при производстве полюсных наконечников литий-ионных аккумуляторов для реализации непрерывного прокатного производства катушек полюсных наконечников аккумуляторных батарей и обеспечения соответствия спецификациям и качеству, требуемым полюсами аккумуляторных батарей. штучный процесс;
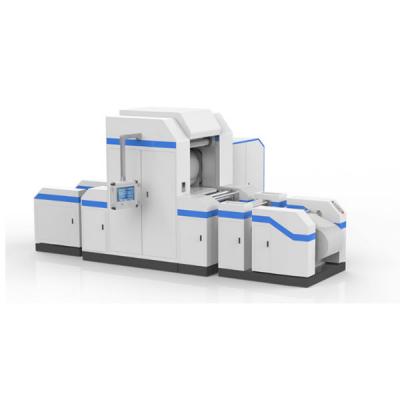
1.2 Состав оборудования: в основном включает в себя разматывающее устройство, устройство для соединения ленты, устройство для обрезки кромок, устройство для удаления пыли и железа, пресс для нагревательного ролика, устройство для соединения ленты после прессования, устройство для намотки, гидравлическую систему, систему управления приводом, демонтажный ролик. устройство и т. д.;
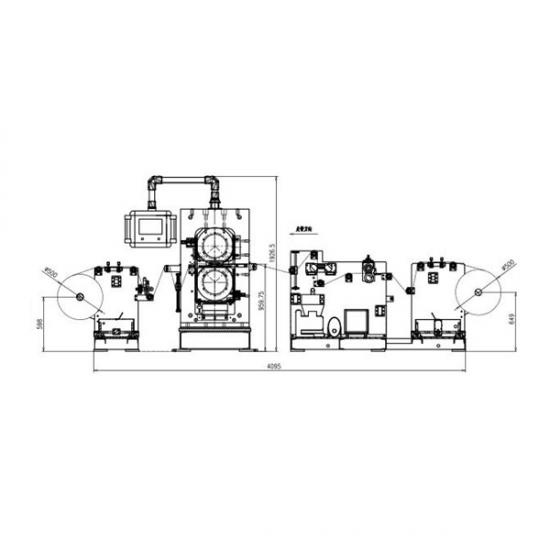
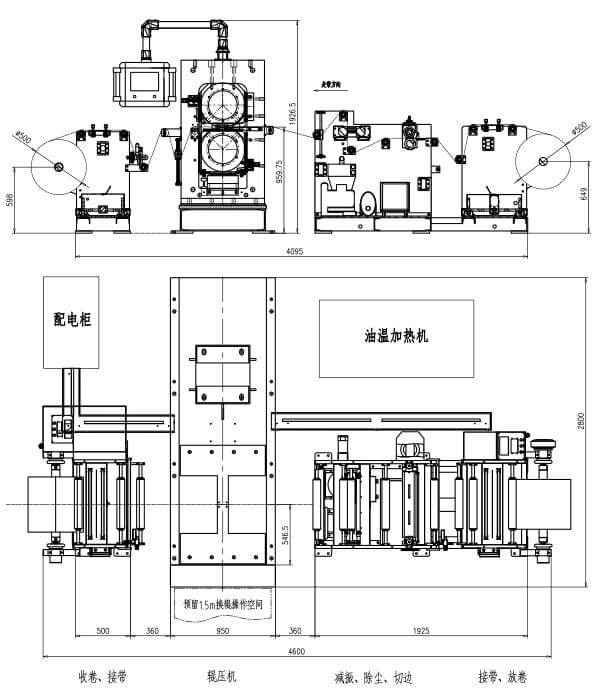
1.3 Принципиальная схема расположения оборудования (на рисунке изображен правый тип, левый тип симметричен ему):
2.Параметры процесса
2.1 Применение: Подходит для процесса прокатки аккумуляторных материалов, таких как фосфат лития-железа, оксид лития-кобальта, манганат лития, тройной литий, титанат лития и т. д.
2.2 Адаптация к спецификациям входящего материала: ширина полюсного наконечника 150ï½300 мм, диаметр рулона материала ¤500 мм
2.3 Показатели выпускаемой продукции:
2.3.1 Однородность толщины полюсного наконечника после прокатки: ±0,002 мм (требуемая точность толщины входящего материала: ±0,002 мм);
2.3.2 Погрешность выравнивания края намотки: ±0,3 мм
3.Установка
3.1 Для основной части двигателя требуется нагрузка на грунт ≥ 3,5 т/ã¡ (или опирайтесь на предоставленный чертеж фундамента)
3.2 Электропитание: трехфазная пятипроводная система 380 В±5%, 50 Гц
3.3 Общая мощность: 60 кВт+10% коэффициент запаса прочности на единицу
3.4 Сжатый воздух: давление 0,2ï½0,7МПа, расход: 20 л/мин, внешний диаметр соединительной трубы 8 мм
3.5 Условия эксплуатации: диапазон температур 0ï½+45°С, относительная влажность: â¤30%
3.6 Внутренний диаметр ствола: 3 дюйма, длина ствола ¤550 мм
4. Индекс функции оборудования
4.1 Габаритные размеры линии непрерывной прокатки (длина*ширина*высота): 4,8х2,6х2 м
4.2 Общий вес оборудования: около 9 тонн
4.3 Цвет внешнего вида оборудования: национальный стандарт тёплый серый 1С
4.4 Расположение: левое/правое (часть силового привода находится слева/справа, если смотреть со стороны подачи)
4.5 Скорость прокатки: 1-12 м/мин
4.6 Максимальное давление между роликами: 1800 кН
4.7 Общая эффективность оборудования: OEE 95 %
4.7.1 Формула расчета: OEE = уровень готовности Ã производительность Ã уровень квалификации продукта
4.7.2 Субиндексы
|
Связанные субиндексы |
Примечание |
|
|
Доступность = время работы → запланированное рабочее время |
98% |
Коэффициент использования |
|
Выразительность = общая мощность · (время работы мин*CPM) |
98% |
Мощность оборудования |
|
Показатель квалификации продукта = фактическое количество хороших продуктов → запланированное количество хороших продуктов |
99% |
|
|
Примечание: При расчете вычтите факторы, влияющие на нормальное производство, такие как снабжение материалами, электроснабжение, газоснабжение и т. д. |
||
4.8 Правила и стандарты проектирования и производства: в соответствии с соответствующими национальными стандартами
5.Основные показатели эффективности
5.1 Размоточное устройство
Функция: Пассивно обеспечивает прокатку полюсных наконечников при определенном контроле натяжения
5.2 Переднее соединительное устройство
Функция: Используется для соединения полюсного наконечника, когда он ломается в процессе прокатки или при замене рулона материала, чтобы уменьшить количество отходов полюсного наконечника.
Состав: состоит из соединительной пластины, прижимного стержня, пневмоцилиндра, направляющего ролика и других деталей.
Управление: цилиндр управляется ручным пневматическим клапаном для сжатия и ослабления полюсного наконечника
Управление: ручное подключение
5.3 Устройство для обрезки кромок
Функция: используется для обрезки непокрытой фольги с обеих сторон полюсного наконечника, уменьшения складок полюсного наконечника, вызванных непостоянной скоростью удлинения во время прокатки, и уменьшения количества отходов, вызванных полосой полюсного наконечника.
Принцип: верхнее режущее лезвие подается вручную, опираясь на нож, а левый и правый режущие ножи управляются отдельно.
Привод: двигатель с переменной частотой 0,55 кВт приводит в движение нижний режущий вал в соответствии со скоростью прокатки
Скорость резки: скорость резки синхронизирована со скоростью вращения основной машины
Верхнее режущее лезвие: Φ100ÃΦ65Ã1,2 мм
Режущее лезвие: Φ100ÃΦ65Ã2 мм
5.4 Устройство пылеудаления
Функция: Очистка полюсного наконечника от пыли и заусенцев
Состав: состоит из передней и задней роликовых щеток, пневмоцилиндров, пылесосов, приводных двигателей роликовых щеток и т. д.
Принцип: Используйте передние и задние роликовые щетки, чтобы смахнуть пыль и заусенцы с полюсных наконечников, пропустите ведро для всасывания пыли, пыль и воздух отделяются циклонным сепаратором, а чистый воздух выпускается из глушителя через вентилятор. Регулярно очищайте от пыли.
Количество роликовых щеток: 2
Привод: привод вентилятора высокого давления мощностью 0,75 кВт
Объем рабочего воздуха: 2,4 м3/мин
5.5 Переднее демпфирующее устройство
Функция: уменьшить дрожание полюсного наконечника во время процесса прокатки и предотвратить разрыв полосы
Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д.
Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника.
5.6 Роликовый пресс
Структура: два ролика расположены горизонтально вверх и вниз
Рамка: литая арка типа «рот»
Седло подшипника: литая сталь 45
База: общая база
Размер рулона: Ï400ммÃ450мм
Материал рулона: 9Х3Мо (электрошлаковый переплав)
Глубина закаленного слоя поверхности валка: â¥18мм, валок закален и отпущен НВ280-300.
шероховатость поверхности валка Ra¤0,2 мкм
Цилиндричность валка ±0,001 мм
Допуск радиального биения машины для сборки валков: ±0,002 мм
Конструкция нагревательного ролика: сплошной ролик с нагревательным отверстием
Режим подключения нагрева: конец вала соединен поворотным соединением RHG
Метод нагрева валков: контроллер нагрева температуры пресс-формы
Нагревательная среда: масло-теплоноситель
Температура нагрева: комнатная температураï½120°С, плавно регулируемая, контролируется контроллером температуры с цифровым дисплеем
Ошибка однородности температуры поверхности валка (рабочая поверхность): â¤Â±1â
Точность регулировки: ±0,5°
Скорость нагрева: нагрев от комнатной температуры до 80°С, нагрев ¤100 минут; нагрев при комнатной температуре до 120°С, нагрев â¤150 минут
Мощность нагрева: 45 кВт
Заданное линейное давление роликового пресса: 5 т/см
Диапазон регулировки зазора между валками: 0–2 мм, сенсорный дисплей.
Регулировка зазора между валками: серводвигатель приводит в движение средний клин для регулировки посредством шарикового винта
Точность регулировки: 0,001 мм
Максимальное давление между двумя роликами: 1800 кН (под давлением газожидкостного подкачивающего насоса)
Привод: мотор-редуктор соединен с валками через эластичный штифтовый соединитель, а валки приводятся в движение шестернями
Мощность главного двигателя: 7,5 кВт (380 В, 50 Гц, двигатель с регулируемой частотой вращения)
Скорость прокатки: 1-12 м/мин (бесступенчатая регулировка скорости)
Электрическое управление: программное управление ПЛК, управление сенсорным экраном.
Рабочее давление: газожидкостный подкачивающий насос
Метод давления: нижний гидроцилиндр и верхнее давление
Диаметр гидроцилиндра: Ï220 мм
Гидравлическая система: максимальное давление 31,5 МПа.
Размер главного устройства: (длина х ширина х высота) около 2800 мм х 950 мм х 1930 мм
Расположение: левое/правое (приводная часть на левой стороне подающего конца — левого типа, а правая сторона — правого типа)
Внешний вид оборудования: Цвет — теплый серый 1С международного стандарта или индивидуальный по требованиям заказчика
Вес хоста: около 6 тонн
5.7 Заднее устройство гашения вибрации
Функция: уменьшить дрожание полюсного наконечника во время процесса прокатки и предотвратить разрыв полосы
Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д.
Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника.
5.8 Намоточное устройство
Функция: собрать свернутые полюсные наконечники в катушки
Состав: надувной вал, коррекция отклонения, магнитно-порошковая муфта, намоточный редуктор, рама и т. д.
Принцип: После прокатки полюсные наконечники собираются в катушки, а края катушек аккуратно контролируются корректирующим механизмом.
Перемотка надувного вала: Φ74 мм с надувным пистолетом
Эффективная длина использования надувного вала: 550 мм
Диапазон регулировки (настройки) натяжения: 1ï½20 кгс
Точность контроля натяжения: 5%
Контроль коррекции: инфракрасная фотоэлектрическая коррекция
Ход коррекции: ±50 мм
Контроль кромок: точность коррекции отклонения составляет ±0,2 мм
Магнитная порошковая муфта: 50 Нм
Мощность обмотки: редукторный двигатель мощностью 1,5 кВт
5.9 Система управления приводом
Привод каждого компонента всей производственной линии непрерывной прокатки приводится в движение двигателями различных спецификаций и моделей, управление которыми осуществляется централизованно с панели управления, и все приводные двигатели оснащены защитой от перегрузки;
Часть управления включает в себя: сенсорный экран, ПЛК, инвертор главного двигателя, привод серводвигателя роликового зазора, контроллер натяжения, контроллер коррекции и т. д.
В работе системы используется управление ПЛК, сенсорный экран и режим работы кнопок, а кнопки аварийной остановки предусмотрены на станции управления подвеской, на стороне подачи прокатного стана, а также на стороне намотки и размотки, чтобы обеспечить безопасность оператор
К основным элементам управления системы относятся:
Роликовый пресс, пуск, остановка, индикация, защита от перегрузки
Запуск, остановка гидравлической системы, инструкции
Настройка скорости вращения, отображение скорости
Настройка давления, отображение давления
С функцией очистки и памяти параметров давления роликов (давление, зазор между роликами)
Параметры прокатки могут быть автоматически восстановлены в соответствии с моделью полюсного наконечника
Функция подсчета метров
Функция аварийной сигнализации
Оснащен функцией стыковки вывода данных MES, метод стыковки и метод сбора базы данных предоставляются покупателем
5.10 Устройство для разборки роликов
Функция: Данное устройство используется для замены или технического обслуживания валков, сокращая время работы по разборке валков и снижая трудоемкость операторов
Состав: состоит из кронштейна для удаления рулонов, направляющей для удаления рулонов и т. д.
Операция: При разборке рулона вытолкните рулон и подушку из направляющей для демонтажа и используйте кран или вилочный погрузчик, чтобы разобрать рулоны и вывезти их. Установка осуществляется в обратном порядке.
6.Список конфигурации
|
Нет |
Имя |
Марка/Модель |
Примечание |
|
1 |
Ролик |
Синтайская китайская сталь |
Сертификат соответствия |
|
2 |
Подшипник |
Втулка/вал Ло |
|
|
3 |
Редуктор |
Бонэн/Гомао |
|
|
4 |
ПЛК |
Сименс/Дельта |
|
|
5 |
Сенсорный экран |
Сименс/Дельта |
|
|
6 |
Преобразователь частоты |
Сименс/Дельта |
|
|
7 |
Сервосистема регулировки зазора между валками |
Сименс/Дельта |
|
|
8 |
Электрические компоненты |
Шнайдер, Чинт |
|
|
9 |
EPC |
Айбо/Тимако |
|
|
10 |
Газожидкостный подкачивающий насос |
США, Аризона |
|
|
11 |
Пневматические компоненты |
Аиртак/SMC |
Воздушная трубка синего цвета |
7.Перечень запасных частей
|
Нет |
Имя |
Количество |
Единица |
Примечание |
|
1 |
Шаблонное лезвие |
4 |
шт |
|
|
2 |
Верхнее режущее лезвие |
2 |
шт |
|
|
3 |
Нижнее режущее лезвие |
2 |
шт |
|
|
4 |
Уплотнения гидравлических линий |
2 |
установить |
|
|
5 |
Принадлежности для смены валков |
1 |
установить |
1 комплект на мастерскую |
|
6 |
Простой инструмент для обслуживания оборудования |
1 |
установить |
Ящик для инструментов |
8.Список расходных деталей
|
Нет |
Имя |
Спецификация |
Количество |
Марка |
Опорный цикл замены |
|
1 |
Шаблонное лезвие |
0,2*30*450 мм |
2 |
Швейцария |
15 дней |
|
2 |
Верхнее режущее лезвие |
Φ100*1,2 |
2 |
Внутренний |
15 дней |
|
3 |
Нижнее режущее лезвие |
Φ100*2 |
2 |
Внутренний |
15 дней |
|
4 |
Ролик |
Φ400*450 |
2 |
Синосталь |
6 месяцев (Измельчить) |
|
5 |
Трансмиссионное масло |
ВГ320 |
50л |
Великая стена |
12 месяцев |
|
6 |
Гидравлическое масло |
L-HV150 |
20л |
Великая стена |
12 месяцев |
|
7 |
Цилиндр с низким коэффициентом трения |
|
2 |
Аиртак/SMC |
2 года |
|
8 |
Трехосевой цилиндр |
|
2 |
Аиртак/SMC |
2 года |
|
9 |
Сверхтонкий цилиндр |
|
4 |
Аиртак/SMC |
2 года |
|
10 |
Вытяжной клапан |
|
5 |
Аиртак/SMC |
2 года |
|
11 |
Электромагнитный клапан |
|
4 |
Аиртак/SMC |
2 года |
|
12 |
Осевой вентилятор |
|
2 |
|
2 года |
|
13 |
Потенциометр |
|
1 |
Шнайдер |
2 года |










1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Предыдущий :
Машина электрода каландра машины ролика прессы сервопривода для производства литиевых батарейСледующий :
5V 20A 64-канальная машина для формирования давления горячего пресса с ячейкой мешкаКатегории
Новые продукты
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью

















