Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-YK-800*750-LОплата:
L/C, T/T, Western Union, Credit Cards, PaypalПроисхождение продукта:
ChinaПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ãПеречень технических характеристик оборудования
|
Нет. |
Название оборудования |
Модель оборудования |
Rзамечания |
|
1 |
Высокоточная машина для прокатки литиевых батарей |
TMAX-YK-800*750-L |
Эффективная ширина прокатки составляет 200–680 мм. |
1.1 EСостав и функции оборудования
Основная конфигурация оборудования
|
Нет. |
Нимя |
Место происхождения |
|
1. |
AИК-переключатель |
Шнайдер (Франция) |
|
2. |
ПЛК |
Siemens (Германия) |
|
3. |
Tсенсорный экран |
Смет (Тайвань) |
|
4 |
Ммодульный |
Siemens (Германия) |
|
5. |
Промежуточное реле |
Шнайдер (Франция) |
|
6. |
Привод серводвигателя |
Siemens (Германия) |
|
7 |
Редуктор |
Международная торговля (Китай) |
|
8. |
Мемориальные ворота |
Шаоган (Китай) |
|
9. |
Подшипник |
Вафандянь (Китай) |
|
10. |
Cмуфта |
Чжэнтун (Китай) |
|
11 |
Гидравлический цилиндр |
Зимарк (Германия) |
|
12. |
Полное автоматическое натяжение |
ПИД-регулирование с обратной связью (самодельное) |
|
13. |
Радиальный шарикоподшипник (головка машины) |
NSK (Япония) |
|
14. |
Преобразователь частоты |
Рексрот (Китай) |
|
15. |
Устранить отклонение |
Дунден (Гуанчжоу) |
2ãОзнакомление с принципом работы оборудования
Тракция электрода уплотняется до заданной толщины или заданной плотности уплотнения за счет двойного действия давления и прижима прижимного ролика, так что литиевая батарея, изготовленная из прокатанного полюсного наконечника, может достичь расчетной/заданной объемной плотности энергии и батареи производительность.
|
Нет |
Pпроект |
Дописать |
Примечание |
|
1 |
Подходящая система |
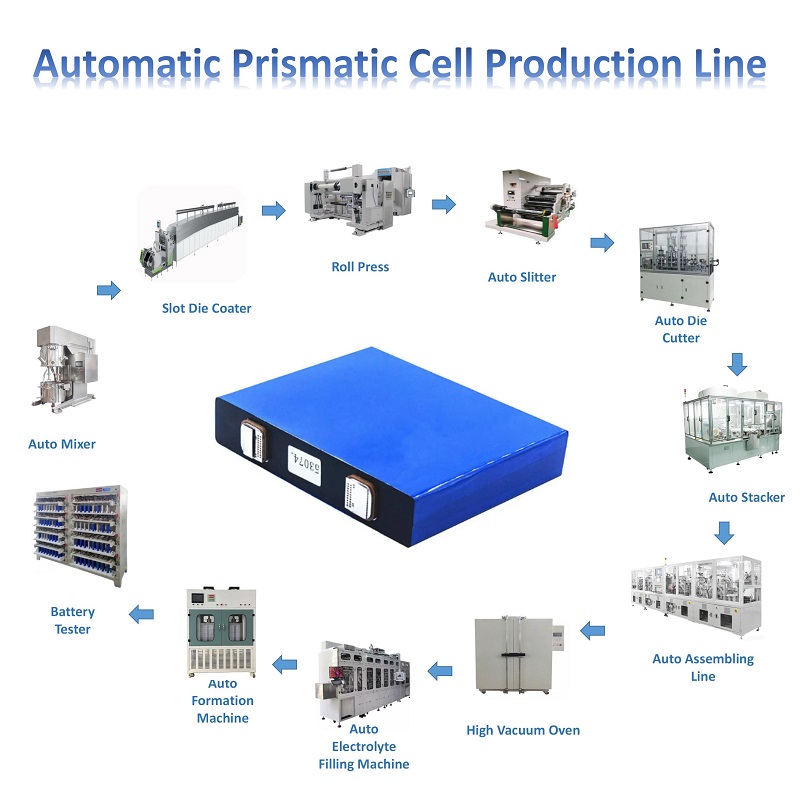
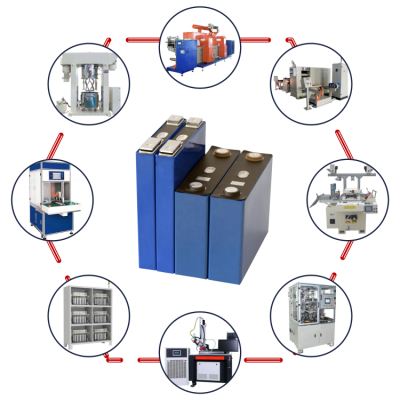
Непрерывный процесс прокатки положительных и отрицательных пластин из литий-железо-фосфата, оксида лития-кобальта, манганата лития, лития-никеля-кобальта-марганца и других аккумуляторных систем. |
|
|
2 |
Рулонная подложка |
Алюминиевая фольга (10 мкм-1,5 мм), медная фольга (6 мкм-1,5 мм), |
|
|
3 |
Режим вращения |
Ширина: 200–750 мм. |
Положение привода двигателя |
|
4 |
рабочее давление |
Два ролика вращаются вверх и вниз горизонтально, а привод расположен с правой стороны подающего конца. |
|
|
5 |
Скорость оборудования |
Оборудованный насосной станцией постоянного давления, он подходит для прокатки с положительным высоким давлением и регулировки отрицательного низкого давления. |
|
|
6 |
режим управления |
Бесступенчатая регулировка, линейная скорость верхних и нижних роликов одинакова. |
|
3ãПоследовательность действий оборудованияe

Технологический процесс встречной прокатки (прокатки полюсов)
4. Состав и функционал оборудования
Конфигурация компонентов оборудования
4.1 Система размотки (как показано на рисунке 1)

Рисунок 1
|
Но. |
Pпроект |
Дописать |
Примечание |
|
1 |
Разгрузочная часть |
Ï 76ммx750мм разматывающий надувной вал, оснащенный пневматическим пистолетом |
|
|
2 |
Приемная платформа |
Пневматический подъем стальнойпередней приемной платформы и прижимной пластины |
|
|
3 |
контроль натяжения |
Тип поворотного ролика, цилиндр с низким коэффициентом трения контролирует натяжение, а датчик обнаруживает и отображает натяжение |
|
|
4 |
Система коррекции отклонения |
Фотоэлектрическая коррекция отклонения и линейная направляющая (максимальный диапазон перемещения 100 мм) |
|
|
5 |
Выполнение исправления |
Привод коррекции отклонения Dongdeng |
|
|
6 |
Вспомогательная система управления |
Разгрузочная и приемная стороны оснащены дополнительной системой управления оборудованием, кнопками аварийной остановки (динамический тормоз), паузой и другими кнопками |
|
|
7 |
Обезжелезивание перед прокаткой |
Электромагнитное устройство для удаления железа из полюсного наконечника, магнитная сила магнитного стержня 10000~12000 Гаусс |
|
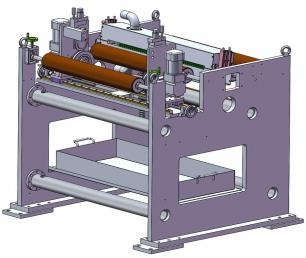
Рисунок 2
|
Нет |
Предмет |
Dописать |
Rзаметки |
|
1 |
Требования к подаче ножа |
Пневматическое режущее лезвие (HRC ¥ 58). |
|
|
2 |
Требования к резке |
¢ 150*50 нижний нож. |
|
|
3 |
Скорость обрезки |
Он может автоматически соответствовать скорости рабочей линии прокатного стана (т.е. синхронизация, время отклика ≥ 10 мс) и |
|
|
4 |
Переработка металлолома |
Можно регулировать отдельно; На режущей кромке нет падения материала и обрыва ленты. |
|
|
5 |
Ширина обрезки |
Автоматический сбор, оснащен приемным ящиком. |
|
4.3 Система удаления пыли перед опрессовкой опоры (как показано на рисунке 3)
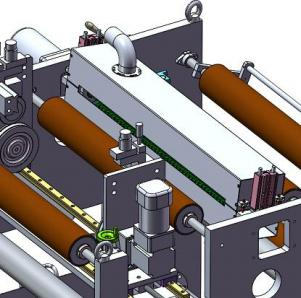
Рисунок 3
|
Нет |
Предмет |
Описать |
Примечания |
|
1 |
Вакуумное всасывание |
Зарезервируйте интерфейс промышленного пылесоса. |
|
|
2 |
Чистка кистью |
Пневматический подъемный верхний ящик находится в контакте с режимом вращающейся щетки. Пыль на материальной ленте очищается щеткой, а пыль убирается пылесосом. |
|
|
3 |
Обезжелезивание перед прокаткой |
Электромагнитное устройство для удаления железа перед прокаткой полюсов с магнитной силой 10000 ~ 12000 Гаусс. Магнитный стержень помещен в трубку из нержавеющей стали, его легко загружать и выгружать, а адсорбированное железо легко удалять. |
|
4.4.1Высокоточный прокатный стан для аккумуляторных полюсов постоянного давления (как показано на рисунке 4)
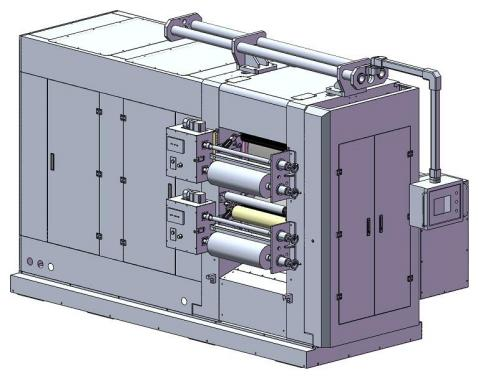
Рисунок 4
|
Нет |
Проект |
Описание |
Примечание |
|
1 |
Установка роликов |
Два ролика расположены горизонтально вверх и вниз, образуя единую арку. |
|
|
2 |
динамическая система |
Структура с двумя крутящими моментами и двумя выходами. |
|
|
3 |
Ось валков |
Устройство регулировки зазора подшипника с устройством смазки маслом. |
|
|
4 |
Ролик с полюсным наконечником |
Высоколегированная кованая сталь, двойная индукционная закалка средней частоты, процесс электрошлакового переплава. |
9Cr3mo |
|
5 |
Скорость бега |
0~30 м/мин, цифровая настройка, бесступенчатое изменение скорости, система ЧПУ с регулируемой частотой вращения. |
|
|
6 |
рабочее давление |
Для создания давления используются две гидравлические станции. |
Онлайн-регулирование напряжения |
|
7 |
Регулировка зазора между валками |
Цифровая настройка 0–2 мм, автоматическая регулировка зазора. |
Минимальная единица регулировки — 0,001 мм |
|
8 |
Очистка валков |
Автоматическая очистка валиков |
|
|
9 |
Защита безопасности |
Применяется защитный кожух подачи из нержавеющей стали. Оборудован аварийной остановкой и паузой. |
|
4.4.2 автоматическое устройство очистки валика (только отрицательный полюс, как показано на рисунке 5)
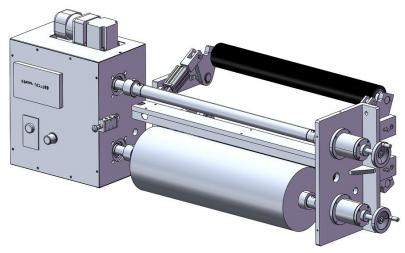
Рисунок 5
Описание функции: нетканый материал протирается в рулоне путем перемещения, при этом верхний и нижний валки протираются одновременно; Скорость вытирания ролика можно регулировать; Давление нетканого материала на рулон регулируется.
4.5 Система обмотки с постоянным напряжением и замкнутым контуром (как показано на рисунке 6)
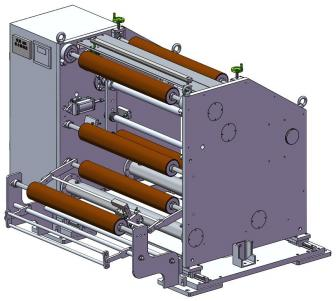
Рисунок 6
|
Нет. |
Pпроект |
Дописать |
Примечание |
|
1 |
Приемная часть |
Ï 76 мм x 750 мм, разматывающий надувной вал, конструкция с запорным клапаном, оснащенная пневматическим пистолетом |
|
|
2 |
Приемная платформа |
Пневматический подъем передней приемной платформы из стальной пластины и прижимной пластины |
|
|
3 |
контроль натяжения |
Тип поворотного ролика, цилиндр с низким коэффициентом трения контролирует натяжение, а датчик обнаруживает и отображает натяжение |
|
|
4 |
Система коррекции отклонения |
Фотоэлектрическая коррекция отклонения и линейная направляющая (максимальный диапазон перемещения 100 мм) |
|
|
5 |
Двигатель коррекции отклонения |
Привод коррекции отклонения Dongdeng |
|
|
6 |
Мощность обмотки |
Обмоточный двигатель (2,2 кВт) |
|
|
7 |
Обезжелезивание после прокатки |
Электромагнитное устройство для удаления железа с полюсного наконечника, магнитная сила магнитного стержня 10000~12000 Гаусс |
|
4.6 Система управления сенсорным экраном ПЛК
|
Нет. |
Pпроект |
Дописать |
Примечание |
|
1 |
состав системы |
Управление натяжением размотки, фотоэлектрическая коррекция отклонения и управление двигателем коррекции отклонения, управление двигателем резака, управление главным приводом прокатного стана, управление гидравлической станцией постоянного давления, управление двигателем намотки, управление натяжением намотки, фотоэлектрическая коррекция отклонения и управление двигателем коррекции отклонения |
|
|
2 |
Схема операций |
Управление торможением, аварийной остановкой и подвеской. |
|
|
3 |
основная функция |
Он оснащен дополнительным управлением втягиванием и освобождением и основной консолью управления, а все рабочие части оснащены аварийным устройством . |
|
|
4 |
Вспомогательные функции |
Кнопки остановки и паузы (динамическое торможение). |
|
|
5 |
охрана |
Он может в цифровом виде устанавливать рабочую скорость, давление, зазор между валками и другие инструкции |
|
|
6 |
Функция счета |
Полное управление с ЧПУ. |
|
4.7 Eтребования к установке оборудования
4.7.1 источник питания: 3 фазы, 380 В, 50 Гц, диапазон колебаний напряжения: +8%~ – 8%; Общая мощность источника питания составляет 60КВт плюс коэффициент запаса 10%.
4.7.2 сжатый воздух: после сушки, фильтрации и стабилизации: давление на выходе превышает 0,6–0,8 МПа; Трахея Φ 8ã
4.7.3 температура окружающей среды: ⤠28 â.
4.7.4 относительная влажность: относительная влажность < 85%.
4.7.5 обеспечить, чтобы воздух на объекте был сухим и незасоренным, без кислотно-щелочной коррозии.
4.7.6 Фундамент для установки главного двигателя: толщина фундаментного цемента в зоне основных опор составляет не менее 40 см, в остальных местах – не менее 10 см; Основная часть оборудования (аккумуляторный опорный прокатный стан) должна быть установлена на бетонном фундаменте с несущей способностью грунта не менее 10Т/м2..
5. Технические параметры
5.1 основные параметры процесса
|
Нет |
Проект |
Описать |
Примечание |
|
1 |
Эффективный размер прокатываемой поверхности |
Ф800x750 мм, эффективная ширина прокатки 200~680 мм |
|
|
2 |
Давление в линии между двумя роликами |
Макс4000КН |
|
|
3 |
Неразрушающий слой твердости |
Мин 19 мм |
|
|
4 |
Твердость валков |
HRC¥67ï¼ однородность твердости â¤HS±2 |
Показать протокол испытаний |
|
5 |
шероховатость поверхности валка |
Раâ¤0.2 |
Показать протокол испытаний |
|
6 |
Прямолинейность рулона |
±0,0015 мм |
|
|
7 |
Установленное радиальное биение |
â¤Â±0,0025 мм |
|
|
8 |
Диапазон регулировки межвалкового зазора |
0-2,0 ммï¼точность регулировки цифровой настройки 0,001 мм. Левый и правый зазоры между двумя роликами одинаковы |
|
|
9 |
Точность прокатки |
±0,0015 мм (точность покрытия ±0,003 мм) |
|
|
10 |
Точность контроля давления |
0,15T |
|
|
11 |
Скорость работы оборудования |
Макс30 м/мин |
|
|
12 |
Ширина обрезки |
200–680 мм |
|
|
13 |
Максимальный диаметр намотки и размотки |
Н500мм |
|
|
14 |
Максимальная ширина намотки и размотки |
680 мм |
|
|
15 |
Максимальный вес при намотке и размотке |
500 кг |
|
|
16 |
Диаметр цилиндра катушки |
диаметр 76 мм |
|
|
17 |
Погрешность радиального биения намоточного вала во время работы оборудования |
±0,03 |
|
|
18
|
Поверхность валков намотки и размотки |
â¤0,15 |
|
|
19 |
Ра шероховатости |
±0,03 |
|
|
20 |
Соосность вала обмотки |
Макс. 0,2 мм |
|
|
21 |
Точность коррекции отклонения |
регулируемый 0 ~ 50 Н |
|
|
22 |
Максимальное натяжение намотки и размотки |
За исключением деталей из нержавеющей стали, поверхностной обработки и покрытий, поверхность других частей фюзеляжа покрыта международной компьютерной белой краской |
|
|
23 |
Цвет устройства |
(можно распылять в соответствии с цветовой картой, предоставленной клиентом) |
|
|
24 |
Контурный размер |
Около 3,9 м х 1,8 м х 1,8 м х 2,9 м (длина х ширина х высота) |
|
|
25 |
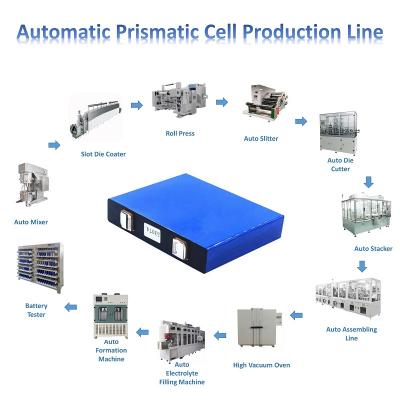
Схема линии по производству прокатных прессов |
Около 28 тонн |
|
|
26 |
Вся масса машины |
Около 30 тонн |
|
|
27 |
Основное питание |
Около 44 кВт |
|
6. Прилагаемые данные и аксессуары
6.1 один экземпляр руководства по эксплуатации оборудования, руководства по техническому обслуживанию и соответствующих данных, включая чертежи оборудования, принципиальные и электрические схемы машин, а также основных частей и принадлежностей.
6.2 перечень уязвимых частей (с указанием модели, материала, поставщика и другой информации уязвимых частей, включая схему уязвимых частей).
|
Нет |
Pпроект |
Dописать |
Примечание |
|
1 |
Состав запасных частей |
1 комплект специальных инструментов для технического обслуживания |
|
|
2 |
Уязвимые части |
1 комплект уплотнений гидравлического трубопровода, 1 верхний и 1 нижний нож, 2 скребка |
|
6.3 Резервное копирование программы ПЛК.










1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Предыдущий :
Двойная лакировочная машина с прорезями для призматических аккумуляторных электродовСледующий :
Система восстановления растворителя NMP 50000 м3/ч Система рециркуляции NMPКатегории
Новые продукты
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью

















