Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-ZL-J750-40Оплата:
L/C, T/T, Western Union, Credit Cards, PaypalПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
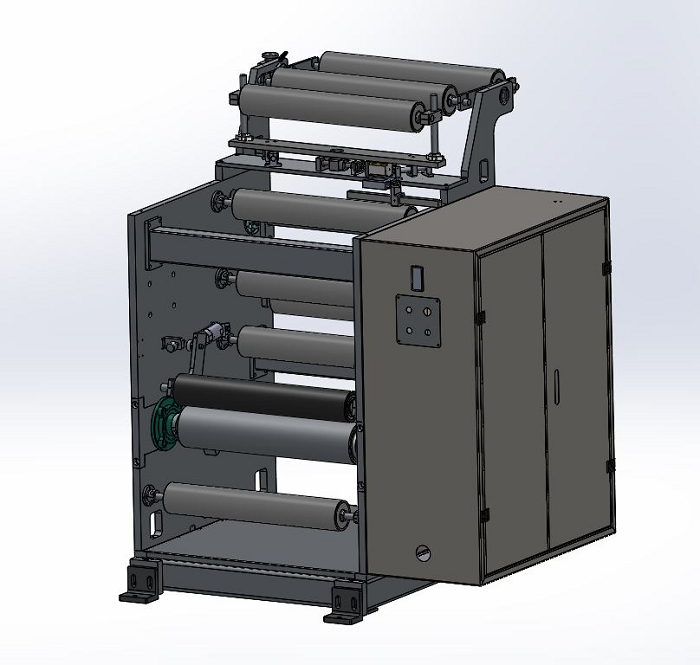
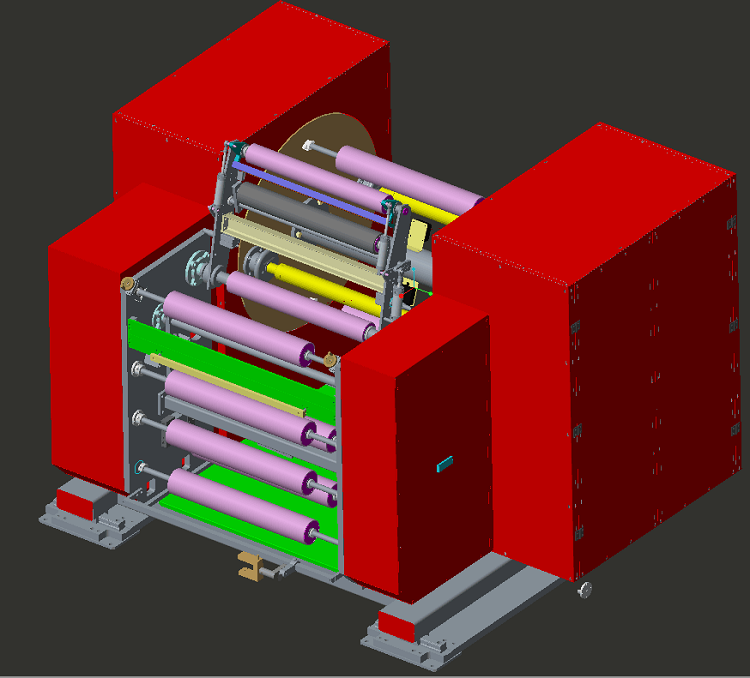
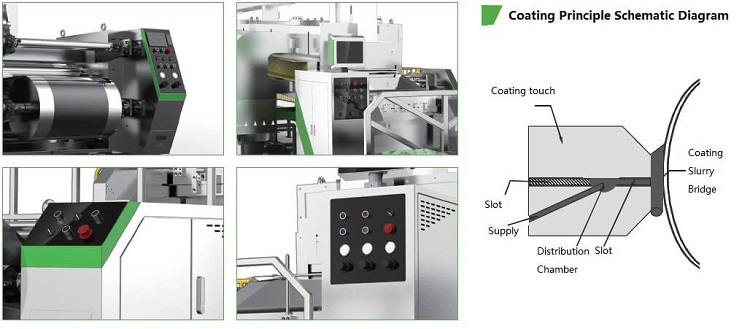
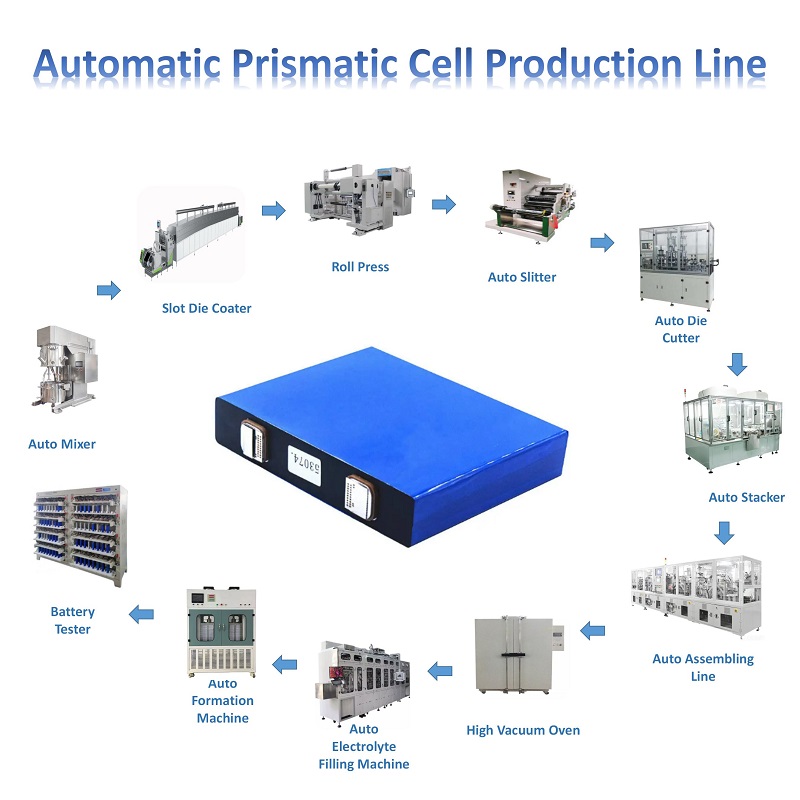
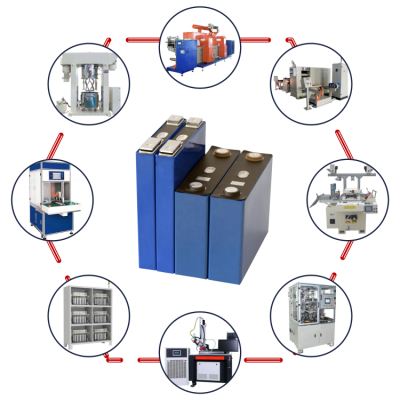
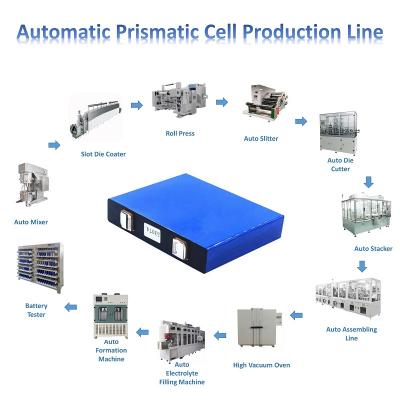
CE, IOS, ROHS, SGS, UL CertificateДвусторонняя лакировочная машина для нанесения покрытия на призматические аккумуляторные электроды
И. Краткое описание структуры устройства для нанесения покрытия
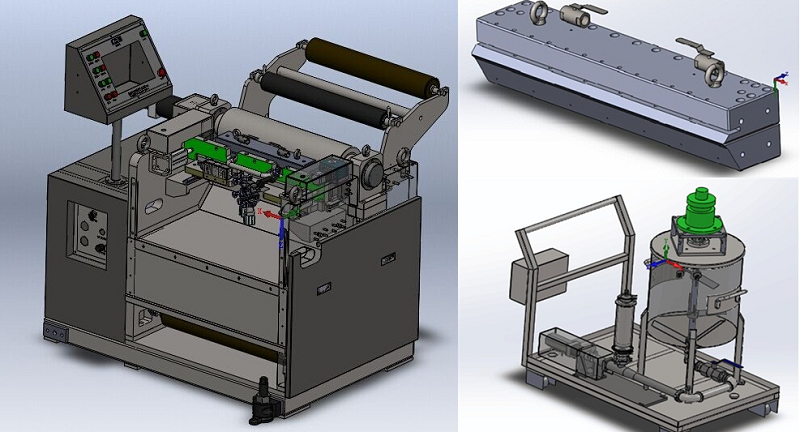
1. Механизм размотки
2. Механизм нанесения покрытия (2 комплекта)
3. Механизм печи (двухъярусный 40м)
4. Тяговый механизм (2 комплекта)
5. Намоточный механизм
6. Система управления
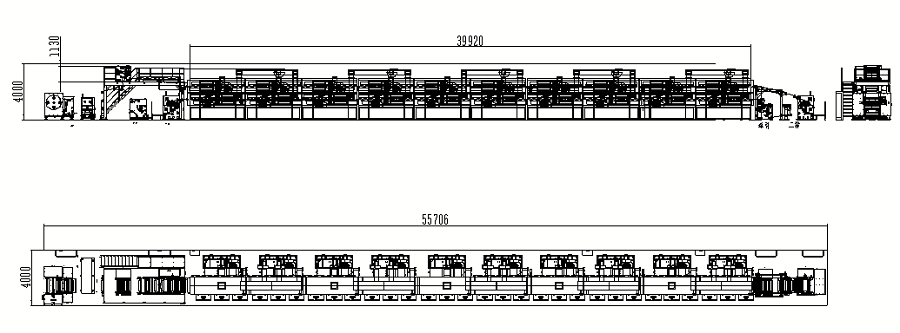
Габаритные размеры и вес оборудования для нанесения покрытий:
размерï¼ длина 55000 мм * ширина 4000 мм (без учета места для обслуживания) * высота 4000 мм
Wвосемь: около 40T
Обзор функций:
ZL-J машина для нанесения покрытия серии представляет собой профессиональное оборудование для нанесения покрытия на электроды с литиевой батареей.
â² он применим к процессу нанесения покрытия на маслянистый или водный фосфат лития-железа, маслянистый оксид лития-кобальта, тройной оксид лития, манганат лития, никель-кобальт-литий-манганат, маслянистый или водный отрицательный углеродный графит, титанат лития и другие суспензионные системы;
â² с помощью полностью автоматической системы ПИД-регулирования натяжения с обратной связью точность регулирования натяжения может достигать уровня ± 1n;
â² импортные стандартные детали, такие как система управления PLC Siemens и высокоточный серводвигатель, используются для обеспечения сверхвысокой консистенции и стабильности покрытий с точки зрения поверхностной плотности и размера. Доля импортных стандартных деталей в стандартных деталях всей машины достигает 85%.
â² Благодаря характеристикам высокоскоростного нанесения покрытия, высокой точности и высокой консистенции, это оборудование является предпочтительным для нанесения покрытия на силовые аккумуляторы.
II. Технические параметры и основная комплектация оборудования
ï¼Aï¼Основная конфигурация оборудованияï¼
|
Но. |
Нимя |
Место происхождения |
|
1 |
АИК-переключатель |
Шнайдер (Франция) |
|
2 |
ПЛК |
Siemens (Германия) |
|
3 |
Tсенсорный экран |
Siemens (Германия) |
|
4 |
Ммодульный |
Siemens (Германия) |
|
5 |
Промежуточное реле |
Шнайдер (Франция) |
|
6 |
серводвигатель |
Siemens (Германия) |
|
7 |
Серводвигатель с прямым приводом (DDR) |
Рексрот (Германия) |
|
8 |
Обнаружение давления подачи |
Bd.sensors/valcom (Германия/Япония) |
|
9 |
Прецизионный дозирующий насос |
Хейсин (Япония) |
|
10 |
Цилиндр с низким коэффициентом трения |
Тэнцан (Япония) |
|
11 |
Планетарный редуктор |
Ньюкасл (Германия) |
|
12 |
Автоматический выключатель |
Шнайдер (Франция) |
|
13 |
Контактор переменного тока |
Шнайдер (Франция) |
|
14 |
Твердотельное реле |
Синда (Тайвань) |
|
15 |
Тепловая защита |
Шнайдер (Франция) |
|
16 |
Тгермостат |
Омрон (Япония) |
|
17 |
Автоматическая коррекция отклонения |
Айбо (внутренний) |
|
18 |
Полное автоматическое натяжение |
ПИД-регулирование с обратной связью (самодельное) |
|
19 |
Главный двигатель разгрузки (приема) |
Siemens (Германия) |
|
20 |
Электрический глазок из оптоволокна |
КЕЙНС (Япония) |
|
21 |
Радиальный шарикоподшипник (головка машины) |
NSK (Япония) |
|
22 |
Валик для нанесения покрытия |
Твердое хромирование (самодельное) |
|
23 |
Направляющий ролик |
Φ 118 поверхность из алюминиевого сплава анодированная, отделка rc0.4 (внутреннее производство) |
|
24 |
Преобразователь частоты |
Рексрот (Германия) |
|
25 |
Регулировочная линейка ножей |
Кинс (Япония) |
|
26 |
Вентилятор (нержавеющая сталь) |
Хунцзянь (внутренний) |
|
27 |
Экструзионная головка |
Митсубиси |
|
28 |
Цифровой манометр |
Боде (Швеция) |
|
29 |
Пневматические компоненты |
SMC (Япония) |
|
ï¼Bï¼Уязвимые частиï¼ |
|||||
|
Нет |
Нимя |
Марка |
Qколичество |
Время запаса |
Rзамечания |
|
1 |
Стальной ролик |
самоконтроль |
1 шт./2 комплекта |
30 дней |
Импортные материалы для хромирования |
|
2 |
Стальной роликоподшипник |
НСК/НТН |
2/1 комплект |
15 дней |
В соответствии с циклом закупок |
|
3 |
Нагревательная трубка |
внутренний |
3 шт./комплект |
1 день |
|
4 |
Термопара |
внутренний |
1 шт./комплект |
1 день |
Адаптация к самому длинному пути сушки |
|
5 |
внутренний шестигранный ключ |
внутренний |
1 комплект/комплект |
1 день |
|
|
6 |
Разводной ключ |
внутренний |
1 шт./комплект |
1 день |
|
|
7 |
Уплотнительное кольцо корпуса клапана |
внутренний |
1 комплект/ единица |
1 день |
|
|
8 |
Динамометрический ключ |
Япония |
1 комплект / единица |
15 дней |
|
|
9 |
Подъемник головки |
внутренний |
1 комплект / единица |
15 дней |
|
|
10 |
Мраморная платформа |
внутренний |
1 комплект / единица |
10 дней |
|
|
11 |
Питающая труба |
внутренний |
12 м/комплект |
1 день |
|
|
12 |
Пробоотборник с опоры |
внутренний |
1 / комплект |
2 дня |
|
|
13 |
Sон |
ТМАКС |
3 комплекта / единица |
15 дней |
|
ï¼Cï¼Автоматическая система кормленияï¼Комплект автоматической системы кормления (60 л) входит в стандартную комплектацию.
ï¼Dï¼Внешний цветï¼ За исключением детали из нержавеющей стали, цвет коробки соответствует стандартной цветовой карте, предоставленной заказчиком.
ï¼Eï¼Функции устройства:
|
Нет |
Pпроект |
Tтехнический параметр |
Примечания |
|
1 |
Подходящая система |
Масляный или водный фосфат лития-железа, оксид лития-кобальта, манганат лития, тройной никель-кобальт-литий-манганат, титанат лития, угольный графит и т.д. |
|
|
2 |
Рабочие параметры подложки |
Алюминиевая фольга (Cu): толщина 9 ~ 25 мкм; Ширина 300 ~ 720 мм; Диаметр рулона макс. 500 мм; Вес макс.500 кг; |
|
|
Медная фольга (Cu): толщина 4,5 ~ 30 мкм; Ширина 300 ~ 720 мм; Диаметр рулона макс. 500 мм; Максимальный вес 500 кгï¼ |
Либо одинарный боковой фонарь, либо двойной боковой фонарь |
||
|
3 |
Расчётная ширина поверхности валка |
750 мм |
|
|
4 |
Гарантированная ширина покрытия |
200~680 мм |
|
|
5 |
Механическая скорость работы оборудования |
40м/мин |
|
|
6 |
Скорость нанесения покрытия на оборудование |
1-32/минï¼ |
Зависит от условий сушки |
|
7 |
Подходит для вязкости жидкого раствора |
2000~16000 Кпсï¼Pположительный полюсï¼ 1000~16000 Кпсï¼Nотрицательный полюсï¼ |
|
|
8 |
Диапазон толщины одностороннего покрытия в сухом состоянии |
40~200 г/м2 |
|
|
9 |
Минимальная прерывистая длина |
Скорость нанесения покрытия < 5 мм в пределах 15 м/мин; Скорость нанесения покрытия более 25 м/мин ï¼ 8 мм; |
|
|
10 |
Минимальная длина покрытия нескольких секций |
50 мм |
Скорость нанесения покрытия 12 м/мин |
|
11 |
Свойства растворителя |
Масляный растворитель NMP(s.g=1,033,b.p=204â) |
|
|
Водный растворитель H2O/NMP(с.г=1,000, т.кип.=100°С) |
|
||
|
12 |
Подходящее твердое содержимое |
Pположительный электрод Sβ¼C. 60%±20% |
|
|
Nотрицательный полюс Sï¼C. 50%±15%(ПВДФ система) Sï¼С. 50%±10%(SBR система) |
|
||
|
13 |
Pдоля |
Pположительный электрод 1,5–2,59/см2 Nотрицательный полюс 1ï½1,89/см2 |
|
|
14 |
Метод нанесения покрытия |
Двойной слой спереди и сзади, 3-ступенчатое покрытие с неравным интервалом/автоматическое отслеживание второй стороны/сплошное покрытие/покрытие решетчатым полем |
|
|
15 |
Режим смены валков |
Руководство |
|
|
16 |
Направление движения подложки |
Нанесение покрытия вперед, подложка вперед и назад при пустой фольге |
|
ï¼Fï¼Введение структуры каждой частиï¼
1ã Механизм размотки (двойной рычаг, ручная перемотка с двойной опорой)ï¼
|
№ |
проект |
Tтехнический параметр |
Заметки |
|
1 |
Конструкция роликовой установки |
Обработка встроенной вертикальной пластины с ЧПУ (толщина 30 мм). |
|
|
2 |
Обработка поверхности валков |
Окислительная обработка поверхности металлического алюминиевого ролика, твердость поверхности HRC65; Круговое биение при перекатывании ⤠20 μ м ï¼ Шероховатость поверхности Ra0,2; Параллельность ¤ 0,1мм; |
|
|
3 |
Система контроля натяжения |
Двойной режим управления скоростью с замкнутым контуром: 1. Синхронное ПИД-управление поворотным валком 2. Серводвигатель регулирует натяжение в замкнутом контуре. В таблице отображения натяжения показано значение натяжения 3. Регулируемый диапазон натяжения составляет 0–300 н, а колебание натяжения составляет ± 1,5% г. |
|
|
4 |
Метод коррекции |
Автоматическое управление EPC, ход 120 мм |
|
|
5 |
Метод намотки |
Раскручивание вверх и вниз |
|
|
Рулон фиксируется 3-дюймовым надувным валом |
|
||
|
Размотка двойного воздушного расширительного вала, двухсторонняя опора |
|
||
|
Платформа для ручного приема ремня, режим двойного давления |
|
||
|
6 |
Направление движения подложки |
Вперед и назад |
|
|
7 |
Скорость движения носителя |
50 м/мин |
|
|
8 |
Максимальный диаметр размотки |
Д500 мм |
|
|
9 |
Максимальная несущая способность надувного вала |
600 кг |
|
|
10 |
Количество разматывающих надувных валов |
2 статьи |
|
|
11 |
Система управления |
Настройте кнопку функционального управления для выполнения таких операций, как подключение ленты, пауза, аварийная остановка, вращение вперед и назад, выравнивание влево и вправо и т. д. |
|
|
12 |
Скорость размотки |
Скорость размотки контролируется ПЛК в соответствии с заданной скоростью нанесения покрытия и данными об изменении натяжения в реальном времени; Мощность размотки обеспечивается двигателем переменного тока + турбинным редуктором; |
|
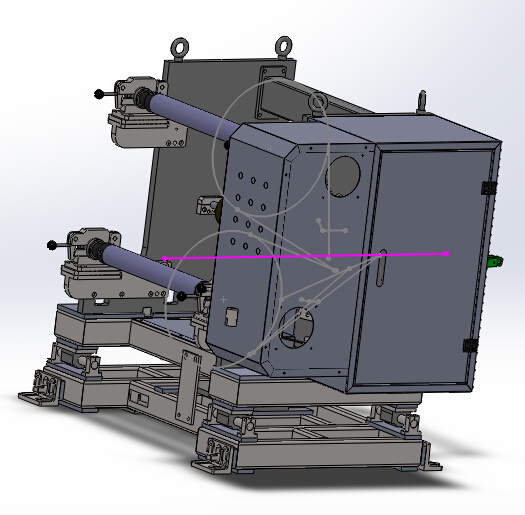
2ã Конструкция головки (один слой, два слоя)ï¼
|
Нет |
Pпроект |
Tтехнический параметр |
Примечания |
|
1 |
Режим структуры установки |
Толщина обработки с ЧПУ составляет 70 мм, цельная вертикальная пластинчатая конструкция, общий вес 2,6 тонны, увеличение опорной железной пластины, уменьшение площади опорной поверхности. |
|
|
2 |
Двигатель главного привода |
Sсерводвигатель |
|
|
3 |
Резиновая роликовая конструкция |
Чтобы предотвратить нестабильность натяжения, вызванную неразделением натяжения, и обеспечить стабильность поверхностной плотности покрытия. |
|
|
4 |
Регулировка расстояния между головкой и покрывающим валиком |
Серводвигатель взаимодействует с высокоточным датчиком абсолютного смещения для управления отслеживанием с обратной связью. Расстояние устанавливается на экране в пределах 1–5000 мкм, разрешение регулировки составляет 0,1 мкм, а точность повторного позиционирования составляет ± 0,3 мкм. |
|
|
5 |
Выбор резьбонарезной головки |
Кромка матрицы специальной экструзионной головки Mitsubishi изготовлена из высокоизносостойкой и коррозионностойкой цементированной карбидной стали, а поверхность обработана карбидом вольфрама или нитридом хрома. Прямолинейность и плоскостность составляют ¤ 1,5 мкм M |
|
|
6 |
Конструкция полости матрицы |
Используется щелевая (распылительная) напылительная головка с несколькими полостями давления, которая обладает высокой технологической адаптируемостью и помогает сбалансировать поперечное давление, чтобы обеспечить постоянную толщину поперечного покрытия; Верхняя матрица головки для нанесения покрытия оснащена механизмом регулировки отклонения, который может регулировать параллельность верхней и нижней кромок матрицы |
|
|
7 |
Система контроля давления |
Контроль давления подачи, мониторинг давления рециркуляции, контроль давления в полости матрицы; Он может контролировать процесс кормления в режиме реального времени и подавать сигнал тревоги в случае закупорки с точностью £ 0,001 МПа |
|
|
8 |
Система кормления |
Японский прецизионный винтовой насос Bingshen (насос 2nbl15f (sus+epdm)) + прецизионный серводвигатель, эффективное оборотное ведро объемом 60 л (контейнер для материала) и имеет функции определения уровня жидкости и смешивания уровня жидкости для предотвращения седиментации и перелива. навозной жижи. |
|
|
9 |
Функция прерывистого нанесения покрытия |
Для обеспечения стабильности размера покрытия используется система сервопрерывных регулирующих клапанов. |
|
|
10 |
Функция утончения головы и хвоста |
Система клапанов прерывистого сервопривода может регулировать время утончения головки и хвоста, а также ход переключателя прерывистого клапана для регулировки толщины головки и хвоста в реальном времени. |
|
|
11 |
Функция горизонтальной регулировки головки |
Используйте точную линейную направляющую и режим ручной горизонтальной регулировки, чтобы головку можно было слегка регулировать ± 10 мм в горизонтальном положении; Обеспечьте точность вертикального выравнивания передней и задней сторон |
|
|
12 |
Соответствие и сборка верхней части головки и нижней части головки |
Цифровой динамометрический ключ используется для обеспечения единообразия и точности сборки головки. |
|
|
13 |
Обработка поверхности роликов |
Окислительная обработка поверхности металлического алюминиевого ролика, твердость поверхности HRC65; Круговое биение при перекатывании ∅ 20 μ мï¼ шероховатость поверхности Ra0,2; Параллельность ¤ 0,1 мм; |
|
|
14 |
Валик для нанесения покрытия (стальной рулон) |
Поверхность покрыта импортным твердым хромом диаметром Φ 295 мм; |
|
|
15 |
Тверсия |
Полностью автоматическое ПИД-регулирование с обратной связью, постоянное натяжение, диапазон натяжения 1, диапазон 0~50n, точность регулирования натяжения ± 1n |
|
|
16 |
Автономное положение головы |
Монтаж и эксплуатация перед сушкой |
|
|
17 |
Функция лазерного выравнивания |
Функция лазерного выравнивания используется для ручной оценки степени выравнивания. |
|
3ã Сушильный канал (подвесная печь)
|
Нет |
Pпроект |
технический параметр |
Примечание |
|
1 |
Конструкция печи |
Первые четыре секции представляют собой основную конструкцию трансмиссионного корабля, а последние шесть секций представляют собой конструкцию подвесной печи. |
|
|
2 |
Длина духовки |
40 метров (4 метра/секция, всего 10 секций) |
|
|
3 |
Tтекстура материала |
Нержавеющая сталь, внутренний бак по национальному стандарту SUS304, внешний бак по национальному стандарту SUS201 |
|
|
4 |
Режим движения направляющего ролика печи |
Первые четыре секции представляют собой основную конструкцию трансмиссии, а последние шесть секций представляют собой подвесную печь |
|
|
5 |
контроль температуры |
Он разделен на контроль защиты нормальной рабочей температуры и сигнализацию контроля перегрева. В случае перегрева появится звуковой и визуальный сигнал тревоги, а основное питание отопления будет отключено; Каждая секция полностью управляется независимо |
|
|
6 |
Hспособ еды |
Электрическое отопление, конструкция циркуляции горячего воздуха |
|
|
7 |
Нагревательная мощность односекционной печи |
Одна секция 24 кВт/4 м (максимальная пусковая мощность) |
|
|
8 |
Температура в сушильном канале |
Исполнение Макс.150 °С, разница температур в зоне односекционной печи |
|
|
9 |
Температура поверхности коробки во время работы |
â¤45âï¼ Толщина хлопкового наполнителя 100 мм; |
|
|
10 |
Режим продувки |
Верхняя и нижняя продувка воздуха, верхний и нижний объем воздуха можно контролировать соответственно с помощью клапанов, которые можно точно настроить; Верхняя и нижняя воздушные камеры имеют общий нагревательный корпус |
|
|
11 |
Регулятор громкости выхлопа каждой секции |
Независимое управление и точная регулировка с помощью механического клапана |
|
|
12 |
Конструкция воздушного сопла |
Направление обдува первых четырех секций составляет 30 градусов от горизонтали, а канавка воздушного сопла имеет прорези с помощью специальной формы. Последние пять секций представляют собой регулируемые крючки для воздушных сопел. |
|
|
13 |
Управление вентилятором |
Управление контактором переменного тока |
|
|
14 |
Управление обогревом |
Твердотельное реле |
|
|
15 |
Материал вентилятора |
Нержавеющая сталь национального стандарта SUS304 |
|
|
16 |
Система восстановления растворителя |
Нет, только помощь в установке интерфейсов |
|
|
17 |
Аварийный сигнал концентрации растворителя NMP |
Укажите интерфейс установки. (будет указано отдельно) |
|
|
18 |
Контроль давления в воздушной камере |
Нет (эту функцию необходимо указывать отдельно) |
|
|
19 |
Объем отработанного воздуха |
35000 м3/ч макс |
|
4ã Тяговый механизм: (2 комплекта)
|
Нет |
Pпроект |
технический параметр |
Примечания |
|
1 |
Коррекция марша |
Установлен на выходе из сушильного канала, автоматическое управление EPC, поворот ±15 градусов, фотоэлектрический датчик |
|
|
2 |
Tверсия |
Режим двойного регулирования скорости с замкнутым контуром: 1. Синхронное ПИД-управление поворотным валком 2. Серводвигатель регулирует натяжение в замкнутом контуре. В таблице отображения натяжения показано значение натяжения 3. Регулируемый диапазон натяжения составляет 0–300 н, а колебание натяжения составляет ± 1,5% |
|
|
Натяжная перегородка реализуется с помощью прижимного и тягового валков |
|
||
|
3 |
Режим структуры установки |
Установка цельной вертикальной пластины обрабатывающего центра с ЧПУ (толщина 30 мм) |
|
|
4 |
Тяговый ролик |
Стальной ролик 160 мм |
|
|
5 |
Прижимной ролик |
à Резиновый валик 120 мм, поверхность EPDM |
|
|
6 |
Приводной двигатель |
Тяговый ролик приводится в движение серводвигателем Siemens + прецизионный редуктор |
|
5ã Механизм перемотки (дисковый двухвальный автоматический перемотчик)ï¼
|
Нет |
Pпроект |
технический параметр |
Примечания |
|
1. |
Режим структуры установки |
Установка цельной вертикальной пластины обрабатывающего центра с ЧПУ (толщина 30 мм) |
|
|
2. |
напряжение |
Двойной режим управления скоростью с замкнутым контуром: 1. Синхронное ПИД-управление поворотным валком 2. Серводвигатель регулирует натяжение в замкнутом контуре. В таблице отображения натяжения показано значение натяжения 3. Регулируемый диапазон натяжения составляет 0–300 н, а колебание натяжения составляет ± 1,5% |
|
|
3. |
Устранить отклонение |
Автоматическое управление EPC, ход 120 мм |
|
|
4. |
Максимальный диаметр намотки |
Ã800 |
|
|
5. |
Надувной вал намотчика |
Статья 2 (национальный стандарт) |
|
|
6. |
Обмоточный двигатель |
Мощность обмотки приводится в движение серводвигателем Siemens + прецизионным редуктором |
|
|
7. |
Максимальная емкость |
600 кг |
|
|
8. |
Режим смены валков |
Функция автоматического подзавода и замены без отключения |
|
6ã Система управленияï¼
|
Нет |
Pпроект |
технический параметр |
Примечания |
|
1 |
Главная система управления |
Сенсорный экран, ПЛК, модуль, сервосистема |
|
|
2 |
Режим работы |
Ручная, автоматическая и аварийная остановка; Вся машина может работать до и после |
|
|
Скорость линии нанесения покрытия, настройка покрытия, настройка утончения головки и хвоста, частота вращения вентилятора и настройка температуры могут быть установлены, отображены и записаны на сенсорном экране |
|
||
|
3 |
Диапазон настройки покрытия и прерывистой длины |
Длина покрытия 20,0 ~ 3200,0 мм |
|
|
4 |
Условие тревоги |
Периодическая длина: 5,0 ~ 3200,0 мм |
|
|
5 |
Функция подсчета |
При выходе оборудования из строя на сенсорном экране отобразится соответствующий экран коррекции |
|
|
6 |
Метод регулировки толщины головки и хвоста |
Количество/длина продукции |
|
IIIã Точность оборудования
1ãТочность оборудования
|
Нет |
Pпроект |
технический параметр |
Примечания |
|
1 |
Валик для нанесения покрытия (стальной рулон) |
Круговое биение 1,0 мкм, прямолинейность Ra0,4 1,5 мкм |
|
|
2 |
Коррекция отклонения |
±1 мм |
|
|
3 |
Алюминиевый ролик |
Круговое биение ≥ 20 мкм, прямолинейность ≥ 20 мкм |
|
|
4 |
Точность повторения контроля регулировки инструмента |
±0,1 мкм |
|
|
5 |
Точность контроля температуры |
±0,5° |
|
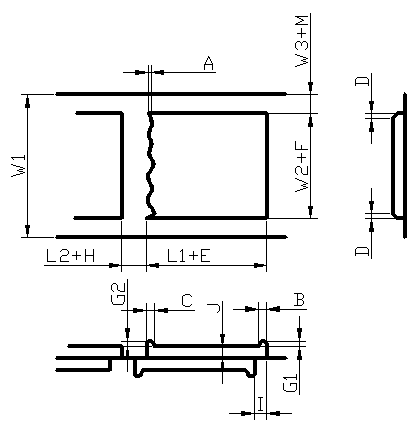
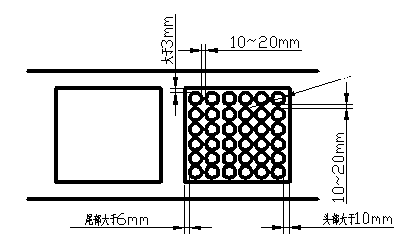
2ãТочность нанесения покрытия
|
Предмет |
Sзажг |
Параметры (30 м/мин) |
|
|
A (конечный) |
¤ 1 мм (в зависимости от вязкости раствора и характеристик связующего) |
|
B (аномальная область головы) |
5 мм |
|
|
C (аномальная область хвоста) |
6 мм |
|
|
D (область краевого эффекта) |
â¤3 ммï¼ Толщина -10 мкм |
|
|
E (ошибка длины) |
±0,5 мм |
|
|
F (ошибка ширины) |
±0,5 мм |
|
|
M (ошибка ширины) |
±0,5 мм |
|
|
G1 (толщина головки) |
-5~+5ум |
|
|
G2 (толщина хвоста) |
-5~+5ум |
|
|
H (пустая ошибка) |
±0,5 мм |
|
|
I (положительная и отрицательная ошибка выравнивания) |
±0,5 мм |
|
|
J одиночная поверхностная плотность (удалить области B, C и D) |
В пределах 1,2% |
|
|
Диапазон длин |
L1 (длина пленки) |
20,0ï½3200,0 мм |
|
L2 (прерывистая длина) |
5,0ï½3200,0 мм |
|
|
L1/l2 (покрытие + прерывистая длина) |
L1 +L2 ∅120 мм |
3ãMметод измерения
А. Область измерения: 3 мм по краю, 5 мм в конце и 5 мм в начале.
Б. Измерьте размеры Φ 40 мм или в соответствии с технологическими требованиями заказчика
IVã Среда установки и использования
1) Температура окружающей среды головки машины составляет 20–30 °С, а остальной части — 10–40 °С;
2) Относительная влажность головки машины: положительная ОВ â¤ 35%, отрицательная ОВ â¤ 98%, а остальная ¤ 98%;
Vã Sвспомогательные помещения
1) Электропитание: 3-фазное, 380 В, 50 Гц, диапазон колебаний напряжения: +8–8 %; Общая пусковая мощность источника питания составляет 280 кВт;
2) Сжатый воздух: после сушки, фильтрации и стабилизации давление на выходе превышает 5,0 кг/см2;
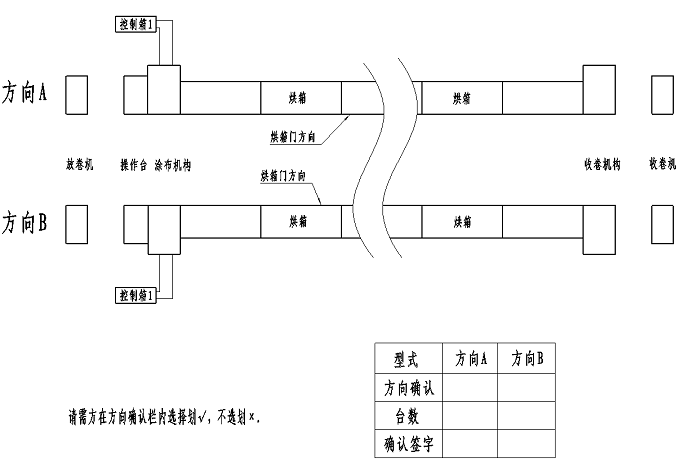
VI ã Ориентация устройства (необязательно)
1) 
Прилагаемая таблица: подробный перечень объектов предприемочного и формального приемочного контроля оборудования (результаты контроля прилагаются к акту приемки)
|
Нет |
Предметы проверки |
Стандарт проверки |
Метод проверки |
|
1. |
Параметры конфигурации устройства |
Габаритные размеры оборудования: Д (56000 мм) *Ш(4000 мм) *В (4000 мм) |
Рулетка |
|
Длина печи: (4м/секция) х 4) + (4м/секция х 6 секций) =40м |
линейка |
||
|
Максимальный диаметр намотки и размотки: Ï 600 мм |
линейка |
||
|
Ширина рулона: 750 мм |
|
||
|
2. |
Целостность функционального состава оборудования |
Размоточная часть (функция ручной смены рулона, натяжение, коррекция отклонений, надувной вал) |
Визуально проверьте техническое соглашение и таблицу конфигурации оборудования |
|
Деталь нанесения покрытия (основание, ролик для нанесения покрытия, система подачи, отечественная головная матрица) |
|||
|
Печь (циркулятор, система отопления, внешний вспомогательный воздуховод) |
|||
|
Тяговая часть (коррекция отклонения хода, натяжение тяги, узел тягового ролика) |
|||
|
Намоточная часть (функция ручной смены рулона, натяжение, коррекция отклонения, надувной вал) |
|||
|
Система управления (электрический шкаф, внутренняя проводка, внешняя магистральная проводка) |
|||
|
Поставка запчастей (согласно содержанию технического соглашения) |
|||
|
3. |
Подтверждение бренда стандартных деталей |
100% в соответствии с маркой приобретаемых деталей, указанной в техническом договоре |
|
|
4. |
Sстандарты безопасности |
Механическая и электрическая блокировка, функция самоблокировки, функция индукционной защиты; |
Визуальный осмотр и эксплуатация |
|
Звуковой сигнал тревоги в каждой зоне перед запуском оборудования; |
Oоперация |
||
|
На опасных частях, таких как движение, сжатие, отключение и источник тепла, должны быть установлены предупреждающие знаки; |
визуальный |
||
|
Кнопка аварийного выключателя, страховочный трос во внутренней зоне технического обслуживания (минимум 3 места); |
визуальный |
||
|
Защитные чехлы для трансмиссии и движущихся частей; |
визуальный |
||
|
Аварийный сигнал о перегреве печи и функция защиты от отключения питания |
операция |
||
|
5. |
Испытание механической точности |
Круговое биение валка с покрытием ⤠1,0 μ мï¼ Прямолинейность ⤠1,5 μ мï¼ Шероховатость поверхности Ra0,4, |
Стрелочный индикатор, специальный инструмент для проверки |
|
Круговое биение при вращении ∅ 20 μ мï¼ Шероховатость поверхности Ra0,2 |
Индикатор шкалы |
||
|
Параллельность прохождения роликов ¤ 0,1 мм (за исключением прохождения роликов печи) |
Индикатор часового типа, специальный инструмент для проверки |
||
|
6. |
Операция с пустой лентой (работайте с основным материалом непрерывно со скоростью 40 м/мин на протяжении около 500 м) |
1м/мин – 10 м/мин – 30 м/мин Отбор проб по секциям |
Тахометр |
|
Отсутствие складок по всей площади и отсутствие царапин на поверхности подложки |
визуальный |
||
|
Все движущиеся части работают плавно, без постороннего шума; Приводной ремень не имеет отклонений и износа; |
визуальный |
||
|
Установка температуры каждой секции духовки: нормальная температура ~ 150°С |
Эксплуатация и визуальный осмотр |
||
|
Намотка, размотка и коррекция отклонения от тяги выполняются плавно, без постоянной тряски |
Эксплуатация и визуальный осмотр |
||
|
За исключением коррекции отклонения и печи, отклонение основного материала каждого ролика составляет ± 1 мм; Отклонение покрытия рулона подложки ¤ 0,5 мм |
калиперы |
||
|
Значение настройки натяжения 5 ~ 300 Н |
Эксплуатация и визуальный осмотр |
||
|
При запуске и остановке колебание натяжения составляет ± 5 Н; Колебание напряжения ± 1н при нормальной работе; |
Эксплуатация и визуальный осмотр |
||
|
7. |
Проверка покрытия Операция нанесения покрытия 30 м/мин, 1200 м) |
Скорость нанесения покрытия составляет 30 м/мин, а метод нанесения покрытия позволяет осуществлять непрерывное и прерывистое покрытие |
Настройка параметров |
|
Система подачи и трубопровод хорошо герметизированы, утечка материала отсутствует |
визуальный |
||
|
Внешний вид покрытой поверхности хороший, без частиц, царапин, обнаженной фольги и слабых выпуклостей по краям |
визуальный |
||
|
Точность плотности одной стороны: погрешность веса ± 1,2% (исключая диапазон 8 мм по краю) |
Микрометрические электронные весы |
||
|
Точность плотности двусторонней поверхности: погрешность веса ± 1,5% (исключая диапазон 8 мм по краю) |
Микрометрические электронные весы |
||
|
Остаток диаметром ¤ 1 мм (зависит от вязкости суспензии и характеристик связующего) |
линейка |
||
|
Аномальная площадь головы ¤ 8 мм |
Линейка, микрометр |
||
|
Аномальная площадь хвоста ¤ 6 мм |
Линейка, микрометр |
||
|
Область краевого воздействия ≥ 3 мм, -10 ~ +5 мкм (изменение вязкости суспензии менее ± 300 сП) |
Линейка, микрометр |
||
|
Ошибка длины/ч, ошибка бланка: ± 0,5 мм |
линейка |
||
|
Ошибка ширины: ± 0,5 мм |
линейка |
||
|
Толщина головы и хвоста: -5 ~ +5 мкм |
Микрометр |
||
|
Положительная и отрицательная ошибка горизонтального выравнивания: ± 0,5 мм |
Игла, линейка |
||
|
Ошибка продольного выравнивания передней и задней сторон: ± 0,5 мм |
Игла, линейка |
||
|
Точность регулирования температуры односекционной печи: ± 1 ± |
визуальный |
||
|
В горизонтальной зоне на высоте 10 мм над подложкой отклонение температуры в каждой точке односекционной печи: â¤Â± 3 â |
термодетектор |
||
|
Испытание на сухость, остаток растворителя: ⤠1% (измерение отбора проб при постоянной температуре и влажности) |
Электронные весы микрометры |
||
|
Коэффициент использования оборудования: ⥠97% (проект официальной приемки) |
Эксплуатация и проверка |
||
|
Процент квалификации продукта: ⥠98% (проект официальной приемки) |
Эксплуатация и проверка |
![]()










1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Предыдущий :
Автоматическая линия по производству призматических ячеек литий-ионного аккумулятора LFP 30Ah 50Ah 100AhСледующий :
Автоматическая машина прокатного пресса каландра для производственной линии призматических клетокКатегории
Новые продукты

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью