Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-YK-DP400-L01BОплата:
L/C, T/T, Western Union, Credit Cards, PaypalПроисхождение продукта:
ChinaПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ã Представление об оборудовании
1. Функции оборудования
* функция размотки (используются два механизма размотки, а серводвигатель независимо управляет автоматической размоткой);
* функция коррекции отклонения (коррекция отклонения разматывающего механизма и электрода транспортируется перед штамповкой);
*система контроля натяжения ремня (натяжение ремня контролируется независимо двумя буферными режимами, что позволяет уменьшить дрожание ремня в процессе высокопроизводительной высечки);
* для формирования полюсного ушка используется металлическая вогнутая выпуклая матрица (используется матрица из вольфрамовой стали с высоким сроком службы и небольшими заусенцами);
* пылеочистка роликов оборудования (пылепоглощение тянущих роликов);
* перед высечкой электрод расчесывается и пылесосится;
* функция резки одной стружки (для завершения резки используется конструкция привода коленчатого вала с сервоприводом, используется форма из вольфрамовой стали, с высоким сроком службы и небольшими заусенцами);
* одиночный электрод функция транспортировки (три вакуумные ленты используются для транспортировки электрода, удаления пыли с обеих сторон электрода и просеивания бракованной продукции осуществляется в процессе транспортировки);
* удаление пыли с обеих сторон электрода (по умолчанию шерстяной войлок и сбор пыли под отрицательным давлением; зарезервировано бесконтактное электростатическое устройство для удаления пыли) этот метод удаления пыли является дополнительным;
*двойное обнаружение ПЗС-матрицы и маркировка дефектов поверхности электрода (ПЗС-матрица обнаруживает обе стороны электрода)Этикетировочная машина маркирует неквалифицированные продукты после обнаружения и протягивает эту секцию, когда формируется полюсное ушко; оборудование не имеет этой функции по умолчанию, и положение установки зарезервировано) эта функция является дополнительной;
l обнаружение дефектных продуктов по цветовому коду (чувствительный электрод имеет дефектную этикетку, и электродное устройство автоматически отсеивает дефектные продукты);
*одиночный электрод обнаружение ПЗС-матрицы размера (для каждого электрода обнаружение общего размера оборудование автоматически отсеивает дефектные продукты);
* электрод функция сбора (электрод функция подсчета электродов установлена в ящике для материала с функцией сортировки электродов, и электроды аккуратно собраны в контейнер для материала);
*функция преобразования и транспортировки гильзы (картридж устанавливается на поворотный стол, гильза автоматически преобразуется; манипулятор извлекает гильзу и подключает линию материала) гильзу можно использовать совместно с ламинирующей машиной;
2. Принцип оборудования
Принцип непрерывной подачи полярной катушки, управления штамповкой и полярным импульсом с помощью электронного кулачка и контроля неравномерного расстояния с помощью сервотяги.
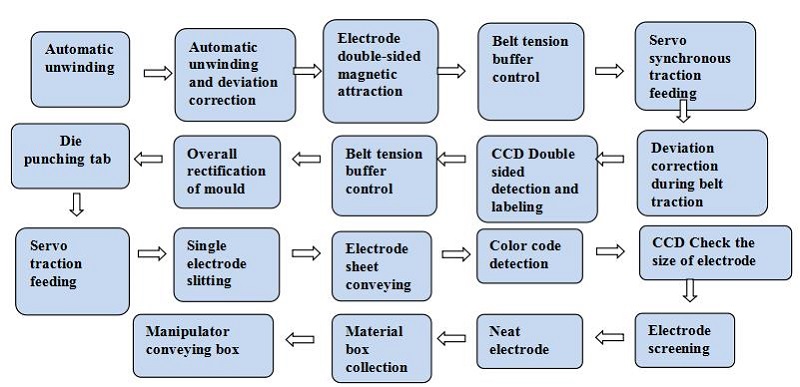
3. Процесс действия оборудования
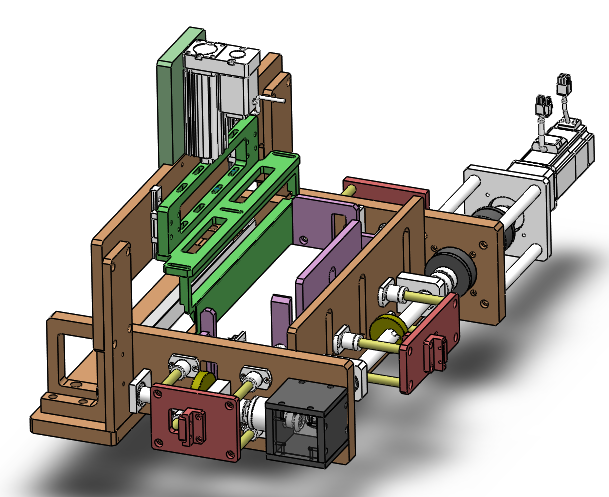
4. Общая структура
1) Размерï¼4200мм Дï¼Шï¼1 280 ммï¼Hï¼2050 ммã
2) Весï¼1,85T
3) Общая структурная схема
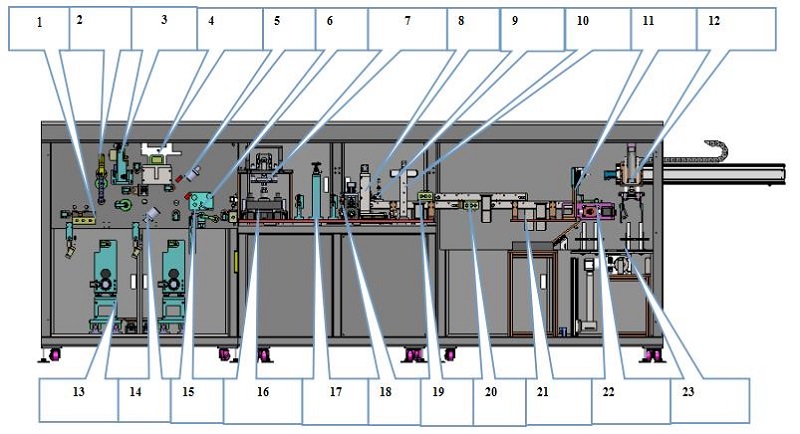
1. ä¸ææ¥æå°ï¼Подающе-приемная платформа
2. å¼ åç¼åæºæï¼Механизм буфера натяжения
3. æ»è½®çµå¼æºæï¼Роликовый тяговый механизм
4. ï¼Компонент коррекции процесса
5. ПЗСæ£æµï¼Тестирование ПЗС
6. è´´è¶æº:Аппликатор для клея
7. æè³æå模åç»ä»¶: Узел формирования высечки
8. è£åæºæ:Режущий механизм
9. è²æ ä¼ æå¨: Датчик цветового кода
10. CCDæ£æµæºæ: механизм обнаружения CCD
11. 次ååé¤æºæ:Механизм отклонения
12. æºæ¢°ææåæºæ:Механизм захвата манипулятора
13. èªå¨æ¾å·çº åè£ç½®: Устройство автоматической размотки и коррекции отклонения
14. ПЗСæ£æµ:Тестирование ПЗС
15. ç¼åæºæ:Механизм кэша
16. 模å·å²åæºæ:Механизм штамповки
17. 转åè°èæºæ:Учреждение трансформационного регулирования
18. æ»è½®çµå¼æºæ:Роликовый тяговый механизм
19. é¤å°æºæ:Механизм пылеудаления
20. é¤å°æºæ:Механизм пылеудаления
21. 次åæ¶éç:Коробка для сбора дефектной продукции
22. æ´é½æçæçæºæ:Коробчатый электродный механизм из аккуратного материала
23. 转åæçæºæ:Механизм коробки преобразования
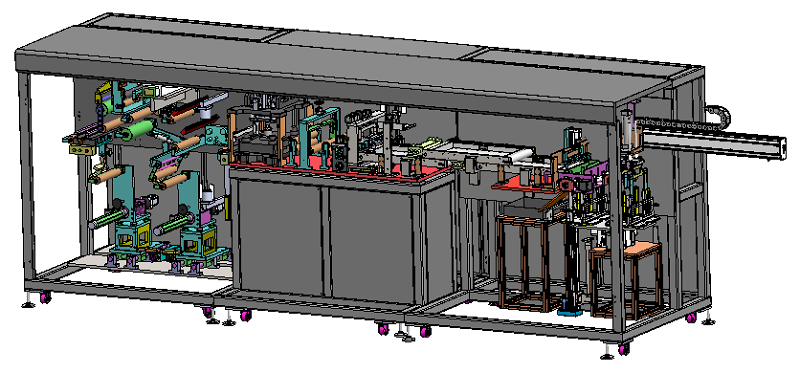
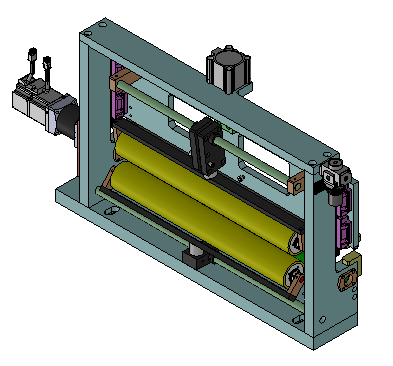
4) Схема внешнего вида оборудования
4ãВведение функций компонентов оборудования
1. Устройство автоматической подачи
l Макс. диаметрï¼Ï700 ммï¼
л Макс. весï¼150 кгï¼
l Внутренний диаметр втулкиï¼150,2±0,5 ммï¼
l Режим размотки и подачи: подача осуществляется напрямую с помощью логистической стыковочной тележки или вручнуюï¼
l Механизм размотки имеет конструкцию надувного вала, и оба конца надувного вала оснащены подшипниками качения, которые имеют прочную конструкциюï¼
л Он оснащен соединительной платформой для намотки ремня и вспомогательной линией маркировки, что удобно для соединения ремня вручнуюï¼
l За приемным столом находится стержень с постоянным магнитом 40000 гс для удаления железа с передней и задней части электродаï¼
l Сбор пыли двухсторонней роликовой щеткой с полярным наконечником перед высечкойï¼
l С прижимным устройством перед высечкойï¼
l Сервосистема используется для управления синхронной размоткой и поддержания стабильного натяженияï¼
l Регулируемый диапазон натяжения составляет 0–150 N, точность составляет ±10%ï¼
l До и после верхнего и нижнего материалов вал намотки качается ¤5 ммï¼
l Расстояние от торца намоточного вала до внешней стороны защитного кожуха ¤250 ммï¼
л С защитной конструкциейï¼
l В системе коррекции отклонения используется высокоточный ПЗС-датчик коррекции отклонения для контроля противоположной стороны и повышения точности коррекции отклонения ±0,2 мм.
1. Система контроля натяжения ремня
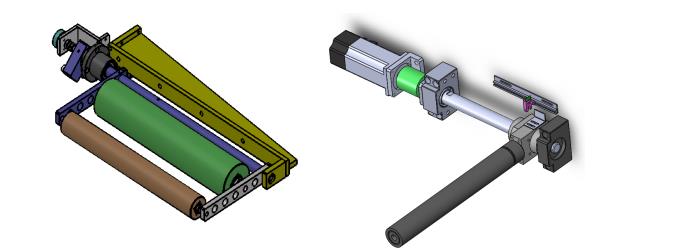
l Регулятор натяжения разматывающей ленты материала состоит из двух механизмовï¼
l Разматывающая часть вала расширения воздуха управляется поворотом цилиндра с низким коэффициентом трения для контроля натяжения во время процесса разматыванияï¼
l Во время штамповки ремень качается вверх и вниз, а серводвигатель тянет винтовой стержень для компенсации. Например, когда матрица поднимается и опускается, серводвигатель быстро тянет полюсный наконечник по всей длине, чтобы обеспечить натяжение в процессе транспортировки полюсного наконечникаï¼
л Поворотная часть оснащена высокоточным пропорциональным клапаном, высокоточным потенциометром и цилиндром с низким коэффициентом трения для синхронного управления подачейï¼
l Винтовой стержень управляется аналоговым сервоприводом, а натяжение можно установить в соответствии с размером полюсного наконечникаï¼
2. Вкладка Устройство для штамповки и формования
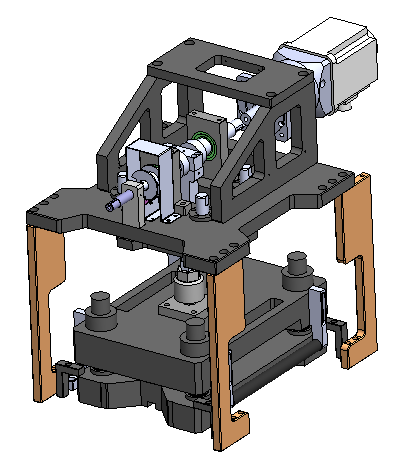
l Aиспользуйте металлическую вогнутую выпуклую форму для штамповки, чтобы завершить формирование язычка
l В верхней и нижней штампах используется режим ножничного контактаï¼
l Коленчатый вал с сервоприводом используется для высокоскоростной штамповки штампа, а полюсный наконечник не имеет повреждений, капель порошка, острых углов и других дефектов во время процесса нарезкиï¼
л Разборка и установка матрицы просты, а ширину полюсного наконечника легко регулировать. Он может соответствовать различным размерам полюсных наконечников в определенном диапазоне, а время замены составляет менее 1 часаï¼
l Под формой установлено воронкообразное устройство для сбора отходов, и отходы, образующиеся после штамповки и резки, можно немедленно всасывать в воронкообразное устройство, а затем собирать в ящик для переработки отходов (очистка один раз в смену, время очистки ¤ 5 минут)ï¼
l Верхний штамп штампа оснащен функцией обдувочного охлаждения положительным давлением для увеличения срока службы штампаï¼
l Пробивной механизм оснащен безопасным защитным оптическим волокном и защитной крышкойï¼
l В системе используется высокоточный ПЗС-датчик коррекции отклонения для повышения точности коррекции отклоненияï¼â¥0,2 ммï¼
l Параметры электрода после штамповкиï¼

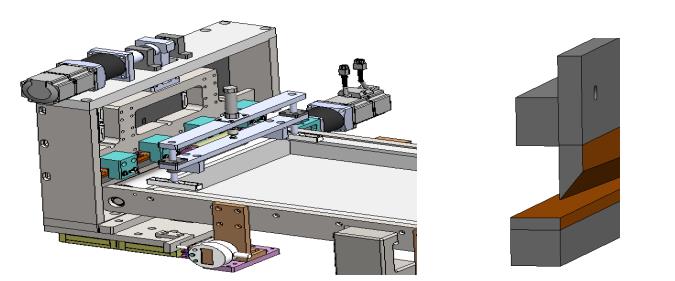
3.Устройство натяжения ремня
l Процесс тяги и транспортировки ленты материала состоит из двух комплектов узлов тяговых роликовï¼
l Первый комплект высокоскоростного управления процессом намотки и синхронизации транспортировкиï¼
l Второй набор высокоскоростных контрольных штамповочных центральных полюсных наконечников, обеспечивающих синхронизацию транспортировкиï¼
l Принять функцию сервоуправления на неравную дистанцию подачиï¼
l Перед тяговым роликом имеется коричневое направляющее колесо, чтобы предотвратить потерю язычка после высечки. Направляющее колесо можно легко отрегулировать при смене моделиï¼
l Два ролика оснащены непосредственно поглощающими порошок роликами для удаления пыли, скопившейся во время движения роликовï¼
л Прижимной ролик автоматически сжимается пневматическим цилиндром, что удобно для нарезания резьбы.
4.Режущий механизм
l IВ процессе резки полюсных срезов имеется функция предварительного прессования спереди и тяговый ролик сзади, чтобы обеспечить пластичность полюсных срезов перед резкой и точность размеров. Порошковая резка полюсных срезов;
l после резки оборудование оснащено индукционным оптическим волокном, чтобы предотвратить ошибочное принятие полюсного ножа за несколько кусков отходов;
l нижний нож установлен с вакуумом для поглощения пыли;
l Встроенный нож из вольфрамовой стали используется для снижения затрат на техническое обслуживание и заменуï¼
l резка имеет функцию подсчета.
5.Электрод функция коррекции в блоке подачи
l во время работы электрода серводвигатель приводит в движение механизм сортировки для корректировки электрода;
l После коррекции электрод укладывают в коробку с материалом, чтобы обеспечить аккуратное расположение электрода в коробке с материаломï¼
l Коробка для материала имеет функцию счета, а полюсные наконечники не имеют повреждений, обжатий, изгибов, царапин и других дефектов в процессе эксплуатации и штабелированияï¼
l Когда электрод в контейнере для материала будет заполнен, он автоматически переключится на буферный механизм для приема материала.
5ãУстройство для удаления пыли (дополнительно)
l 1) Шерстяное колесо, отрицательное давление для сбора пыли
l В оборудовании используется шерстяное колесо и метод удаления пыли под отрицательным давлением, который обеспечивает хороший эффект удаления пыли, высокую эффективность и низкую стоимость;
l Когда электрэлектрод проходит через входной конец чистящей головки, вращайте ведущую щетку, чтобы смести порошок и удалить пыль с поверхности электродаï¼
l Впоследствии на полюсный наконечник поступает внутренний поток отрицательного давления для поглощения сносящейся пыли и пыли на щеточном колесеï¼
l Пыль собирается в вентиляторе отрицательного давления, который легко чистить (раз в месяц, время очистки ¤ 5 минут).
l 1) Бесконтактное удаление пыли
l применить бесконтактный метод удаления пыли ионным ветром высокого давления, который имеет хороший эффект удаления пыли, высокую эффективность и высокую стоимость;
l Когда электрод проходит через входной конец чистящей головки, ионизационное облако здесь и статическое электричество на поверхности катушки удаляются;
l Затем на электрод воздействует турбулентный поток воздуха, создаваемый внутренним обдувом и вакуумным воздушным потоком устройства чистящей головкиï¼
l Воздействие турбулентного потока воздуха приводит к высокочастотному истиранию eэлектродаï¼
l Совместное воздействие высокочастотного фреттинга и турбулентного потока воздуха электрода разрушает воздушный слой на поверхности полюсного наконечника, и в то же время высвобождаются загрязняющие вещества интерфейсным слоем всасываются в вакуум потоком воздухаï¼
l Когда электрод выходит из чистящей головки, полюсный наконечник проходит через другое ионное облако, чтобы предотвратить вторичное загрязнение поверхности электрода.
6.Особенности конструкции
|
Особенности |
Преимущества |
|
Бесконтактная очистка |
Избегайте риска появления следов и повреждений на поверхности электрод, и в то же время не влияют на отслеживание определения положения электрода на ремне |
|
Интеграция электростатического управления |
Нейтрализует статическое электричество, оптимизирует эффективность очистки и эффективно предварительно поляризует вторичное загрязнение на поверхности листа |
|
Уникальная система «фиксированных портов» |
Трубопроводное соединение чистящей головки фиксировано, и установка чистящей головки проще |
|
Баланс объема воздуха |
Значение отклонения между объемом выдува и потоком вакуумного воздуха можно полностью контролировать |
|
Автоматический контроль вакуума |
Уменьшите частоту ручной регулировки операторами. Автоматически поддерживает лучший эффект очистки |
|
Детали без потерь |
Снижение эксплуатационных расходов |
|
Бесшумная работа |
Нет проблем со здоровьем и безопасностью, вызванных шумом |
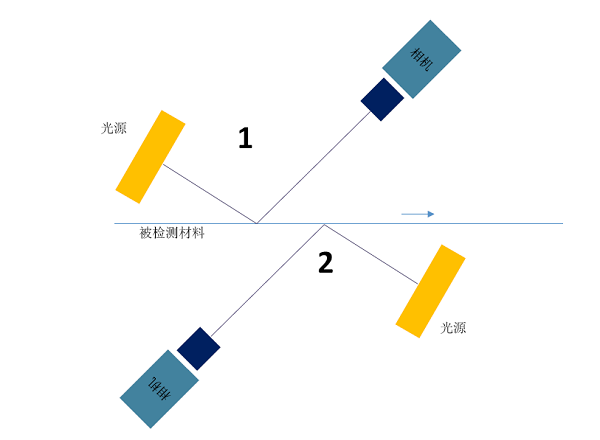
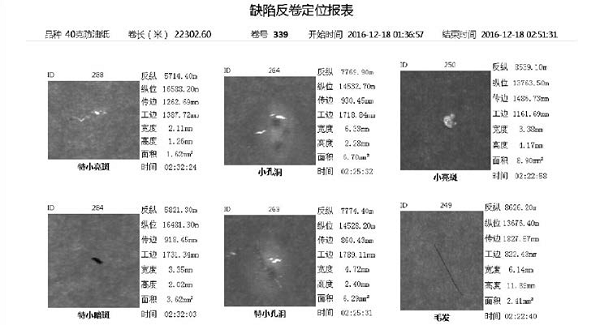
7.Принципиальная схема обнаружения и маркировки ПЗС (дополнительное устройство)
8. Системные функции
л Интеллектуальная классификация: с использованием технологий машинного обучения и искусственного интеллекта можно выполнять самообучение и автоматическую классификацию в соответствии с определением пользователем категории дефекта;
l PostgreSQL: используйте самую совершенную базу данных с открытым исходным кодом для хранения изображений дефектов, таких как местоположение дефекта, размер и другая информацияï¼
l Автоматическое архивирование: данные о дефектах могут автоматически копироваться на внешние устройства или системы в соответствии с настройками пользователя
l Разнообразные отчеты: предоставление отчетов о результатах испытаний и статистических данных в виде таблиц и графиков
l Анализ ровности поверхности: отображение ровности поверхности материалов в реальном времени с помощью цифрового ï¼
l практичный и удобный интерфейс работы: он может устранять и отмечать серьезные дефекты и другие практические функции, которыми удобно управлять операторам;
л Интерфейс ввода-вывода: обеспечивает входные и выходные сигналы, такие как сигнализация, обрыв бумаги, смена рулона, запуск и остановка;
l Заводской интерфейс: на основе операционной системы Windows он может подключаться к другим системам и оборудованию клиентов через TCP/IP, Ethernet, OPC и другие интерфейсыï¼
l Обслуживание удаленного доступа: при условии, что оборудование подключено к Интернету, систему можно обновлять и обслуживать через удаленный доступ через Интернетï¼
l Техническая поддержка: круглосуточная сетевая поддержка и горячая линия
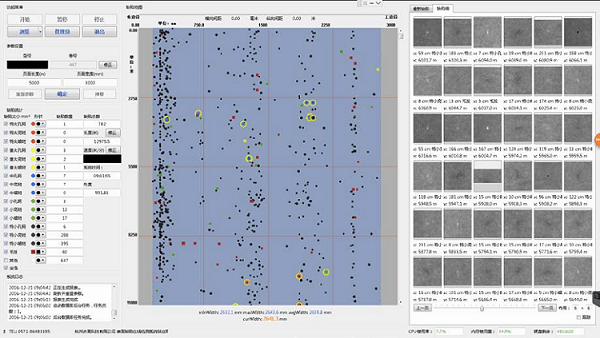
l Dинтерфейс системы обнаружения
l интерфейс просмотра отчетов
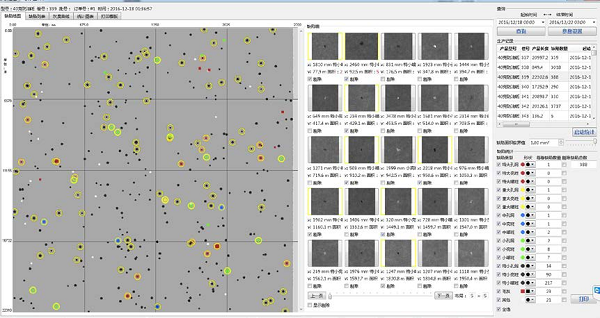
l dОтчет об устранении эффекта
l таблица показателей точности обнаружения основных дефектов
Lустройство для нанесения этикетокe:
Оснащенный набором этикетировочной машины, скорость наклеивания соответствует скорости резки, а центральная линия маркировки и расстояние до внутренней кромки полюсного наконечника могут регулироваться с точностью ± 2 мм;
Размер этикетки: ширина 12 мм и длина 14 мм, может быть настроен пользователем.
|
СН |
Предмет |
Спецификация |
Примечание |
|
1 |
Ширина подачи |
300-420ммï¼включая вкладкуï¼ |
|
|
2 |
Толщина входящего материала |
Катодï¼9-200Ом ï¼Анодï¼9-200Ом |
|
|
3 |
Внутренний диаметр разгрузочного барабана |
6дюйм Ï150.2 мм |
|
|
4 |
Применимая система |
Литий-железо-фосфат, оксид лития-кобальта, манганат лития, тройные материалы, графит и другие аккумуляторные и конденсаторные суспензионные системы |
|
|
5 |
Наружный диаметр электрода листа |
700 мм |
|
|
6 |
Метод нанесения покрытия |
Сплошное покрытие |
|
|
7 |
Ошибка ширины входного покрытия |
±2 мм |
|
l Погрешность ровности входного торца обмоткиï¼Â±5 ммï¼
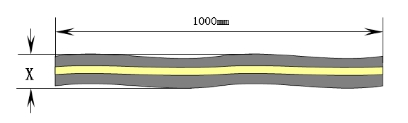
l Извилистая ошибкаï¼X±2 мм/мï¼
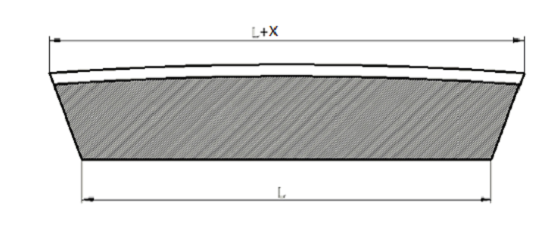
l Электрод волнаï¼X±5 мм/мï¼
l обеспечивает срок службы формы, а изменение толщины материала в положении резки формы составляет менее 10 м
CãПроцесс производства оборудования
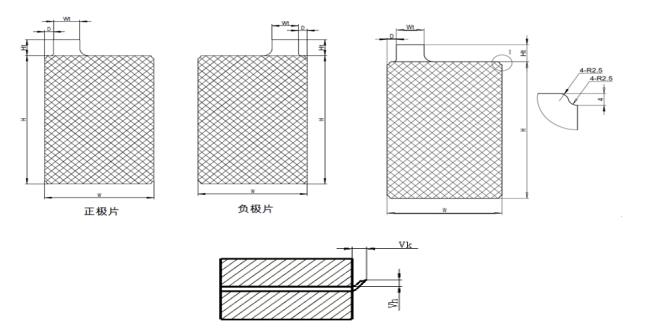
|
Диапазон размеров и точность электрода после штамповки |
||||
|
СН |
Предмет |
Размерï¼ммï¼ |
Точность |
Примечание |
|
1 |
Электрод W |
40~110 |
±0,2 мм |
|
|
2 |
Электрод H |
60~160 |
±0,25 мм |
|
|
3 |
Электрод Ht |
10~30 |
±0,2 мм |
|
|
4 |
Электрод Dрасстояние |
5~20 |
±0,25 мм |
|
|
5 |
Электрод Вес |
6~65 |
±0,2 мм |
|
|
6 |
Берр vh |
â¤7um |
|
|
|
7 |
Бёрр вк |
25 мкм |
|
|
ДГТехнические показатели оборудования
|
СН |
Предмет |
Спец |
|
1 |
Метод штамповки |
Высечка |
|
2 |
Срок службы штампа для язычка и маркировочного отверстия |
Форма для отрицательного электрода: 1 миллион раз / шлифовка, время шлифовки формы — 10 раз 800000 раз/шлифование положительной формы, а количество шлифований формы ¥ 10 раз Общий срок службы высекального ножа после ремонта: ⥠10 миллионов раз |
|
3 |
Условие загрузки |
Функция ручной загрузки рулонов, оборудование может реализовать функцию обнаружения остаточного материала и сигнализации Он может различать ленту для заделки рулонов и ленту для сращивания лент (разные цвета ленты) |
|
4 |
Электрод устройство коррекции отклонения |
Точность коррекции отклонения гарантированно составляет 0,1 мм при условии, что материал не имеет дефектов кромок |
|
5 |
Электрод контроль натяжения |
Точность контроля натяженияï¼10% |
|
6 |
Штамповая матрица |
SKD-11 + импортная легированная вольфрамовая сталь |
|
7 |
Устройство пылеудаления |
Удаление пыли с обеих сторон электрода после перфорации |
|
8 |
Магнитная адсорбция |
â¥40000GSПостоянный магнитный стержень |
|
9 |
ПЗС тестирование |
Набор ПЗС-детекторов установлен на передней и задней части полюсного наконечника соответственно |
|
10 |
ПЗС конфигурация |
8K камера 2 шт., источник света 2 шт. |
|
11 |
ПЗС Область обнаружения |
Макс450 ммï¼Ширина покрытия:400 ммï¼ |
|
12 |
CCD Элементы тестирования |
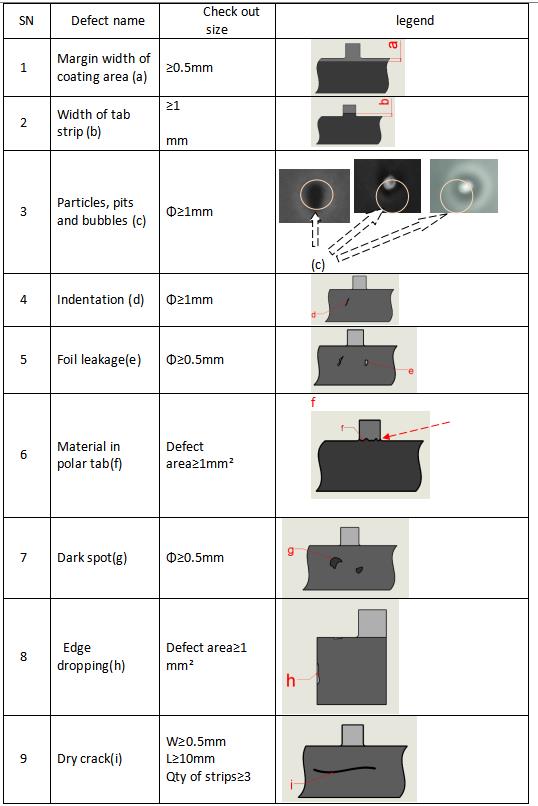
Дефекты покрытия стандартных полюсных наконечников литиевой батареи, такие как обнаженная фольга, сухой материал, темные пятна, царапины, посторонние предметы и т. д. |
|
13 |
CCD Элементы тестирования |
Tпоперечный0,1 ммãPортрет:0,1 мм (Наилучшее обнаружение состояние)ï¼80м/мин, скорость резания) |
|
14 |
ПЗС Другие функции системы |
Вывод сигналов тревоги или маркировка могут быть предусмотрены в зависимости от размера, типа, плотности, положения резки и периодичности дефектов. Все обнаруженные данные о дефектах сохраняются в базе данных SQL на каждом томе или экспортируются в заводскую систему управления информацией или в различные стандартные базы данных. Программное обеспечение Reportranger может автоматически или вручную выводить различные автоматические отчеты о производстве и управлении качеством в соответствии с потребностями, а также может быть настроено в соответствии с потребностями клиента, точно маркировать края материалов и взаимодействовать с последующими процессами, чтобы лучше находить и устранять различные дефекты . |
|
15 |
Механизм маркировки |
Механизм резки и маркировки этикеток; Скорость этикетирования соответствует скорости протягивания, а этикетировочная машина расположена на вкладке . |
|
16 |
МЧС система |
Все используемое технологическое оборудование должно иметь интерфейс системы MES |
|
17 |
Эффективность |
â¥120ppmï¼Степень мобилизации â¥95%ï¼Квалифицированный уровень â¥98% |
|
18 |
Время быстрой смены |
Модель одной сменной формы не превышает 1человек*1H |
|
19 |
Другие требования |
1. А. Обновление программы оборудования может осуществляться удаленно; б. Аппаратное (электрическое) обнаружение; Ноутбук с сетью настроен в удаленном режиме, и на ноутбуке установлено программное обеспечение, необходимое для удаленного управления. Производитель оборудования реализует удаленное управление оборудованием через ноутбук. В целях безопасности данных на ноутбуке будет установлена программа мониторинга, которая будет отслеживать все данные, передаваемые через ноутбук. 2. Иерархическое управление оборудованием: необходимо не менее трех уровней. Самый высокий уровень — это полномочия управления оборудованием, которые могут выполнять любые операции с оборудованием и сбрасывать все пароли. Второй уровень – изменить все параметры оборудования и реализовать работу оборудования. Самый нижний уровень – это эксплуатация оборудования и изменение некоторых операций. Функция записи времени работы оборудования, содержимое записи необходимо разделить на время автоматической работы, время ожидания, время ручной работы и время отказа. Машинное время определяется как время, когда оборудование включено, но никакие операции не выполняются, а время неисправности определяется как время, прежде чем оборудование выйдет из строя и сообщение об ошибке не будет устранено, а также время, когда будет нажата кнопка аварийной остановки. ; Автоматический режим и ручной режим — это нормальное время работы оборудования без каких-либо сбоев и ошибок, которое можно отличить в зависимости от выбранного режима работы. На оборудовании должны храниться записи эксплуатации не менее 2 дней. Записи операций должны быть упакованы и отправлены в систему MES или другую систему управления один раз в день и загружены по FTP. Загруженные файлы должны быть в формате CSV. Функция записи изменений параметров оборудования. |
|
20 |
Стандарт вибрации |
Интенсивность вибрации должна соответствовать международному стандарту ISO-2372 по вибрации оборудования (интенсивность вибрации ≥ 0,45 мм/с) |
|
21 |
Устройство безопасности |
1. Механизм перфорации, механизм резки и другие механизмы оснащены защитной дверцей для предотвращения входа операторов, защитной схемой открытия двери и функцией аварийной остановки, а также имеются предупреждения о безопасности 2. Индикатор неисправности представляет собой трехцветный фонарный столб и звуковой сигнал, а на сенсорной панели отображается запись записи. |
EãОсновные компоненты оборудования
|
СН |
Имя |
Марка |
|
1 |
ПЛК |
Панасоник |
|
2 |
сенсорный экран |
Вайнвью |
|
3 |
Преобразователь частоты |
Шнайдер |
|
4 |
серводвигатель |
Панасоник |
|
5 |
Шаговой двигатель |
Лейсай |
|
6 |
Цилиндр и пневматические компоненты |
СМЦ |
|
7 |
Линейная направляющая, винтовой стержень |
THK |
|
8 |
датчик |
Кинс |
|
9 |
Подшипник |
НСК |
|
10 |
Электромагнитный клапан |
СМЦ |
|
11 |
Регулятор температуры |
ОМРОН |
|
12 |
Клапан автоматического регулирования |
Шанхай Цзыи |
|
13 |
Вакуумметр/манометр |
СМЦ |
|
14 |
Электрические компоненты низкого напряжения |
Шнайдер |
|
15 |
CDD Тестирование |
Технология Чисяо |
|
16 |
Форма |
Вэй Шэн |
|
17 |
Направляющий столбик матрицы |
МИСУМИ |
|
18 |
Оптическое волокно |
Панасоник |
|
19 |
Магнитный переключатель |
СМЦ |
|
20 |
Электрические компоненты низкого напряжения |
Шнайдер |
FãСреда использования оборудования
СН |
Предмет |
Единица |
Спецификация |
Примечание |
|
|
1 |
Электропитание всей линии |
Кв |
15 |
380 В, 3-фазный |
|
|
2 |
сжатый воздух |
Давление |
МПа |
0,5ï½0,8 МПа |
|
|
|
|
потребление |
л/мин |
50 |
|
|
3 |
Вакуум |
степень вакуума |
КПа |
/ |
|
|
|
|
потребление |
м3/ч |
/ |
|
|
|
|
потребление |
м3/ч |
/ |
|
|
4 |
азот |
Давление |
МПа |
/ |
|
|
|
|
потребление |
м3/ч |
/ |
|
|
5 |
Потребление водопроводной воды |
м3/ч |
/ |
|
|
|
6 |
Технологическая охлаждающая вода |
Температура |
â |
/ |
|
|
|
|
потребление |
м3/ч |
/ |
|
|
Примечание: параметры, задействованные в оборудовании, должны быть заполнены, а неучаствующие параметры могут быть заполнены с помощью «/» или «-»ã |
|||||
GãЗапасные части
|
СН |
Имя |
Спецификация |
Кол-во |
Примечание |
|
1 |
Пробивной инструмент |
|
|
|
|
2 |
Высекальный инструмент |
|
|
|










1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Предыдущий :
Автоматическая машина для продольной резки электродов для производства литиевых призматических батарейСледующий :
Автоматическая штабелирующая машина для процесса штабелирования литиевых призматических батарейКатегории
Новые продукты

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью

















