Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-YK-HJ-2102Оплата:
L/C, T/T, Western Union, Credit Cards, PaypalПроисхождение продукта:
ChinaПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
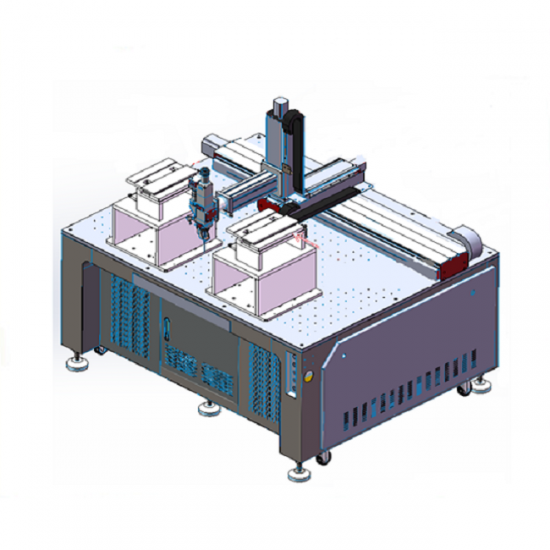
1ãОбзор оборудования
Это оборудование используется для герметизирующей сварки и сварки отверстий для инжекции жидкости призматической верхней крышки аккумулятора. Это полуавтоматическое оборудование. Верхняя крышка поступающего материала вручную пристегивается к алюминиевому корпусу. Принимая за верхнюю отметку уплотнительную поверхность аккумулятора, ее располагают от верха нижней пластины элемента. После лазерной сварки он проверяется и оценивается вручную. Данное оборудование позволяет быстро менять приспособление и подходит для сварки различных моделей изделий.
2ãДеталь
|
СН |
Имя |
Модель |
Кол-во |
Примечание |
|
1. |
Машина для сварки верхней крышки и сварки отверстий впрыском жидкости |
XSHJ-2102 |
1комплект |
|
|
2. |
Охладитель |
Дунлуян |
1комплект |
|
|
3. |
Пылесборник |
лисконн |
1комплект |
|
2ãОсновные параметры
1. Список оборудования
|
СН |
Предмет |
Кол-во |
Примечание |
|
1. |
Сварочный лазер |
1комплект |
|
|
2. |
Сварное соединение |
1комплект |
|
|
3. |
кулер |
1комплект |
|
|
4. |
Модуль движения |
1комплект |
|
|
5. |
серводвигатель |
1комплект |
|
|
6. |
Рамка + пластина + щит |
1комплект |
|
|
7. |
Наблюдение ПЗС+Дисплей |
1набор |
|
|
8. |
Промышленный пылесборник |
1комплект |
|
|
9. |
Управление движением сварочной платформы |
1комплект |
|
|
10. |
Программное обеспечение для управления сваркой |
1комплект |
|
|
11. |
Плата управления формой лазерного сигнала |
1комплект |
|
|
12. |
МПК |
1комплект |
|
|
13. |
Крепеж |
1комплект |
|
2. Настроить источник питания
3 фазы 380 Вï¼Колебания напряжения менее ±10%ï¼мощностьï¼8 КВАï¼
3. Сжатый воздух
0,6~0,8МПа
4. Экологические требования
температура окружающей среды 20ï½40°ï¼относительная влажность 5ï½55ï¼HRï¼
3ãВходящие параметры
|
СН |
Предмет |
Спецификация |
Примечание |
|
1 |
Размер батареи |
L 166 ммï¼ T 22 ммï¼ В 234 мм |
|
4ãПроизводительность процесса
1. Точность оборудования
|
СН |
Предмет |
Спецификация |
Примечание |
|
1. |
Эффективный рабочий диапазон верстака |
Д 300ммÃШ 300 ммÃВ 200 мм |
|
|
2. |
Повторяемая точность позиционирования лазерного сварного соединения |
±0,02 мм |
|
|
3. |
Квалифицированная ставка |
98,5% |
|
|
4. |
эффективность |
50-70мм/с |
|
|
5. |
Приспособление для инструментов можно заменить |
|
|
|
6. |
Метод сварки |
Вертикальная сварка и боковая сварка (требуется соответствующее приспособление) |
|
|
7. |
Мощность лазерного сварочного аппарата |
1000Вт |
|
|
8. |
Точность регулировки фокусного расстояния сварного соединения |
0,02 мм |
|
|
9. |
Функция памяти параметров сварки, переключение продуктов, которые были выполнены без повторного программирования |
|
|
|
10. |
Оснащен функцией удаления пыли и дыма |
|
|
|
11. |
Оснащен защитной дверью и защитной решеткой для обеспечения безопасной работы |
|
|
|
12. |
Шум |
75 дБ |
|
|
13. |
частота отказов |
Интенсивность отказов = (продолжительность отключения из-за отказа / продолжительность службы оборудования) ï¼ 2% |
|
2. Точность изделия
|
СН |
Предмет |
Стандарт |
|
1. |
Ширина приварного отбортовки |
ï¼0,3 мм |
|
2. |
Проникновение и ширина сварного шва |
Проникновение 0,5~1,4 ммï¼Ширина расплава: 1~1,6 ммï¼ |
|
3. |
Сопротивление сварному давлению (прочность на растяжение) |
Выдерживаемое напряжениеï¼1,1 МПа |
|
4. |
Внешний вид и качество сварки |
После сварки сварной шов не должен иметь таких дефектов, как ямки, разрывы сварных швов, перекосы и точки взрыва, а сварной шов должен быть гладким и плоским, что не приведет к серьезной деформации корпуса. После сварки в корпусе отсутствует сварочный шлак, а лазер не прожигает диафрагму и высокотемпературную ленту внутри корпуса |
5ãКонфигурация основных компонентов
Состав оборудования:
1. Деталь зажима сварочной батареи верхней крышки
|
СН |
Описание |
Примечание |
|
1. |
Ручная подача, принимая за эталон уплотнительную поверхность электрического сердечника, поднимите нижнюю часть электрического сердечника, чтобы обеспечить однородность верхнего эталона; Цилиндр длинной стороны заблокирован, цилиндр короткой стороны заблокирован, верхний опорный цилиндр разблокирован, а нижний конец приспособления оснащен пружинным позиционирующим механизмом. Пружина упруго деформируется, чтобы гарантировать, что оболочка ячейки не поцарапается во время точного позиционирования; |
|
|
2. |
Сначала предварительно приварите крышку и корпус, а затем полностью приварите после фиксации положения. |
|
|
3. |
Зажимная часть не находится в полном контакте с ячейкой, а середина полая, чтобы предотвратить чрезмерное давление экструзии на ячейку; Ручная вырубка: когда батарея переходит в режим вырубки, цилиндр батареи разблокируется, ячейка батареи выдвигается и материал берется вручную. Короткая сторона зажимается вращающимся цилиндром, а электрический сердечник размещается и снимается с той стороны, с которой удобно работать. |
|
2. Трехосная сварочная платформа
СН |
Описание |
Примечание |
|
1. |
Лазерная выходная головка приводится в движение трехосным высокоточным механическим модулем, что обеспечивает точность оборудования; Использование высокоточного алгоритма и контроллера, точная мощность и путь лазерного возбуждения; Нажмите на сборочный механизм перед сваркой, а затем полностью приварите верхнюю крышку, чтобы обеспечить уровень квалификации продукта; Выхлопная труба и фильтр должны быть изготовлены из негорючих материалов, а соединительные части должны быть соединены стальными кольцами. |
|
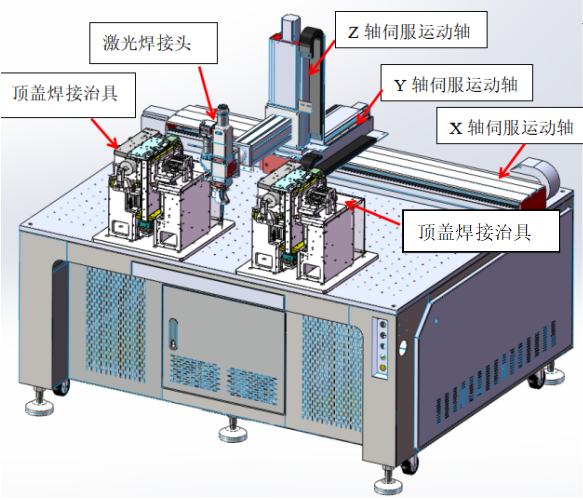
æ¿åçæ¥å¤´ï¼Лазерные сварные соединения:
顶ççæ¥æ²»å·ï¼Приспособление для сварки верхней крышки:
Z轴伺æè¿å¨è½´ï¼Ось перемещения сервопривода по оси Z:
X轴伺æè¿å¨è½´ï¼Ось серводвигателя по оси X:
顶ççæ¥æ²»å·ï¼Приспособление для сварки верхней крышки
3. Крышка рамы и человеко-машинный интерфейс
|
СН |
Описание |
Примечание |
|
|
Верхняя крышка оборудования состоит из листового металла и коричневых акриловых панелей, а для обеспечения безопасности операторов установлены защитные решетки. Человеко-машинный интерфейс оборудования разработан в соответствии с существующей структурой компании, а параметры сварки визуализируются и отслеживаются. |
|
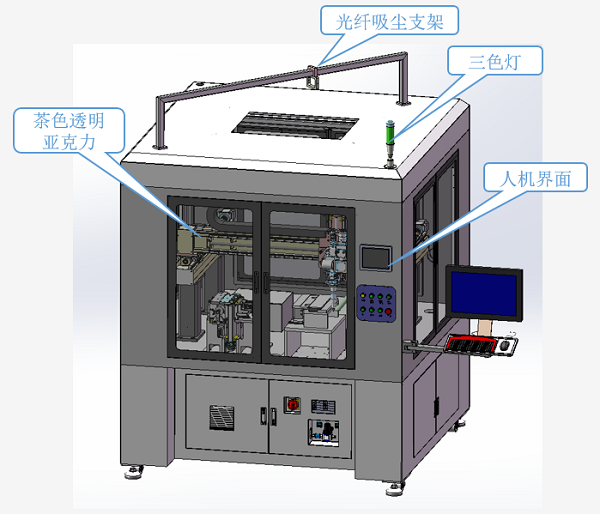
è¶è²éæäºååï¼Коричневый прозрачный акрил
å纤å¸å°æ¯æ¶ï¼Опора для всасывания пыли из оптического волокна
ä¸è²ç¯ï¼Трёхцветная лампа
人æºçé¢ï¼интерфейс
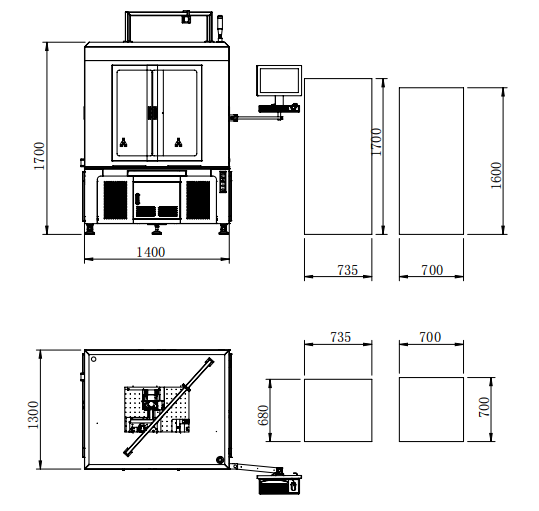
4.Три вида части оборудования
6ãТребования к мощности оборудования
|
СН |
Предмет |
Индекс |
Примечание |
|
1. |
Эффективность времени = Фактическое время работы: время загрузки – плановое время простоя (отказ, переключение материала) Время загрузки: производственные часы - плановый простой Производственный график: обычный рабочий день Плановые простои: утро и вечер, отдых, выборочная проверка, уборка и т.д. |
—99,00% |
|
|
2. |
Улучшение производительности= Теоретический темп: теоретическое время производства одного продукта |
100% |
|
|
3. |
Показатель квалификации продукта= Фиксированные потери: сращивание ленты, замена катушки и т. д. |
— 99,50% |
|
|
4. |
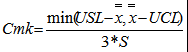
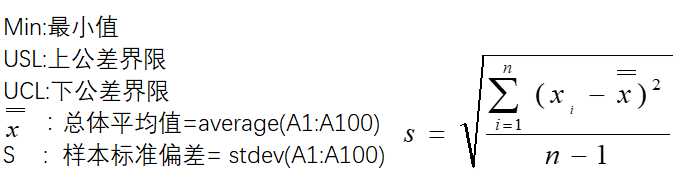
ЦМК Индекс мощности оборудования Индекс CMK учитывает только краткосрочную дисперсию и подчеркивает влияние факторов оборудования на качество продукции. Требования к тестированию: извлеченные данные непрерывны; Предполагается, что оператор, измерительные инструменты и сырье не пострадают; Учитывайте влияние только одного фактора оборудования. (то есть оператор должен быть квалифицированным и компетентным; измерительные инструменты должны соответствовать требованиям и быть откалиброваны; одна и та же партия материалов; и контролеры соответствуют требованиям.) Обычно в течение примерно одного часа после стабилизации производства машины отбирают образцы для измерения из 10 групп по 100 образцов.
|
¥1,67 |
|
|
5. |
План работы оборудования |
300 день/год,2 смены,ï¼11.5ï¼H/ смена |
|
|
6. |
Срок службы оборудования |
10 Лет |
|
|
7. |
Оператор |
|
|
|
8. |
Шум оборудования |
â¤75дБ |
|
7ГМарка комплектующих и запасных частей
|
СН |
Имя |
Марка |
Примечание |
|
1 |
Сварочный лазер |
åé« Чуансинь |
|
|
2 |
Сварочная головка |
ä¸é¡ºå´ Вань Шуньсин |
|
|
3 |
Машина охлаждающей воды |
ä¸é²é³ Дунлуян |
|
|
4 |
Модуль движения |
ä¸é¶ Шангинь |
|
|
5 |
серводвигатель |
æ¾ä¸ Panasonic |
|
|
6 |
Рамка + пластина + экран |
по индивидуальному заказу |
|
|
7 |
Наблюдайте за ПЗС+ дисплеем |
по индивидуальному заказу |
|
|
8 |
Пылесборник |
鸿æμ· foxconn |
|
|
9 |
Управление движением сварочной платформы |
по индивидуальному заказу |
|
|
10 |
Программное обеспечение для управления сваркой |
|
|
|
11 |
Плата управления формой лазерного сигнала |
по индивидуальному заказу |
|
12 |
МПК |
Адвантех / Леново |
|
|
13 |
Приспособление |
по индивидуальному заказу |
|









1 стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Мы несем ответственность за ущерб во время доставки и бесплатно заменим вам поврежденную часть.

Предыдущий :
Машина для сортировки и испытания аккумуляторов для измерения внутреннего сопротивления и напряжения призматических аккумуляторовСледующий :
Машина для нанесения покрытия на перенос электрода с рулона для производства литиевых батарейКатегории
Новые продукты

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью