Присоединиться TMAX, стать агентом!
Присоединиться TMAX, стать агентом!



Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Пункт №.:
TMAX-ZL-LB650Оплата:
L/C, T/T, Western Union, Credit Cards, PaypalПорт доставки:
Xiamen PortВремя выполнения:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
Машина для нанесения покрытия на электроды с рулона в рулон для производства литиевых батарей
Устройство для нанесения покрытий серии ZL-LB — это профессиональное оборудование для нанесения покрытий на литиевые батареи.
1. Он подходит для процесса нанесения покрытия на суспензионные системы, такие как литий-железо-фосфат на масляной или водной основе, маслянистая литий-кобальтовая кислота, тройная литий-кобальтовая кислота, никель-кобальт-литий-манганат, маслянистый или водный отрицательный углеродный графит, титанат лития и т.д.;
2. Точность контроля натяжения может достигать уровня ± 1N за счет использования полностью автоматической системы управления натяжением с замкнутым контуром ПИД-регулятора;
3. Импортированные стандартные детали, такие как система управления ПЛК OMRON и высокоточный серводвигатель, используются для обеспечения сверхвысокой консистенции и стабильности продуктов с покрытием с точки зрения поверхностной плотности и размера. Доля импортных стандартных деталей достигает 85%.
Характеристики
|
Подходящие материалы |
Фосфат лития-железа на масляной или водной основе, литий-кобальт, литий-манганат, тройной литий-никель-кобальт-манганат, титанат лития, угольный графит и другие системы |
|
Рабочие параметры подложки |
Алюминиевая фольга: Толщина: 10–30 мкм; Ширина: 200–620 мм; Диаметр катушки: макс. 500 мм; Вес: макс.500 кг;
Медная фольга: Tтолщина: 6-30 мкм; Ширина: 200-620 мм; Диаметр катушки: макс.500 мм; Вес: макс. 500 кг; |
|
Расчётная ширина рулонаer |
650 мм |
|
Эффективная ширина покрытия |
200~580 мм |
|
Скорость механической работы оборудования |
12 м/мин |
|
Cскорость плавания |
0,5-8 м/мин |
|
Подходящий материал вязкость |
2000~12000 имп./с |
|
Диапазон толщины одностороннего покрытия в сухом состоянии |
50-150 мкм |
|
Минимальная прерывистая длина |
5 мм |
|
Минимальная длина многоступенчатого покрытия |
20 мм |
|
Свойства растворителя |
Масляный растворитель: NMP(s.g=1,033,b.p=204â) Водный растворитель: H2O/NMP(s.g=1.000, b.p=100â) |
|
Подходящее твердое содержимое |
Анод: Sï¼C. 60%±20% Cатод: SНС. 50%±10% (система ПВДФ ) SНС. 50%±5%ï¼SBR системаï¼ |
|
Относительная плотность |
Анод: 1,5–2,59/см2 Катод: 1х½1,89/см2 |
|
Метод нанесения покрытия |
Двойной слой двусторонний 3-этапное прерывистое переносное покрытие на неравномерном расстоянии/автоматическое отслеживание второй стороны/непрерывное переносное покрытие |
|
Режим смены валков |
руководство |
|
Направление движения основного материала |
Нанесение покрытия вперед, подложка вперед и назад при пустой фольге |
Структура машины
1. Механизм размотки (ручная перемотка одним рычагом)
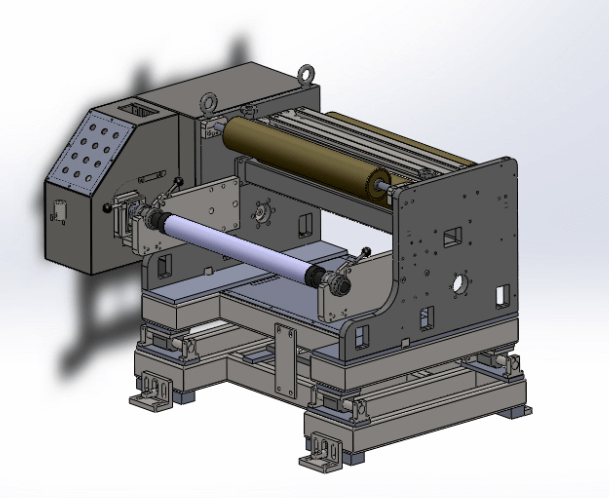
Часть размотки в основном имеет три функции: активная размотка, автоматическая коррекция в реальном времени и автоматический контроль натяжения;
Активная размотка приводится в действие двигателем через синхронный шкив, а скорость размотки определяется в соответствии с изменением натяжения и скорости нанесения покрытия в реальном времени. Весь процесс происходит автоматически, что обеспечивает идеальное соответствие скорости размотки и скорости нанесения покрытия. Это позволяет избежать больших колебаний напряжения, вызванных нелинейной выходной мощностью магнитного порошка, которая не может контролировать скорость разматывания в реальном времени и активно, когда обычный магнитный порошок пассивно разматывается, что влияет на скорость нанесения покрытия.
|
Установочная конструкция ролика |
Встроенная вертикальная установка пластины (толщина 30 мм) |
|
Обработка поверхности роликов |
Окислительная обработка из алюминиевый рулон поверхность, твердость поверхности HRC65, биение рулона ⤠20 μ м, шероховатость поверхности Ra0,8, параллельность ⤠0,1 мм; |
|
Система контроля натяжения |
Полностью автоматическое ПИД-регулирование с постоянным напряжением и замкнутым контуром; диапазон натяжения при размотке: 0~50 Н; точность регулирования натяжения ± 1N; |
|
Метод коррекции |
Автоматическое управление EPC, ход 120 мм |
|
Метод намотки |
Разматывание вверх и вниз Катушка фиксируется с помощью 3-дюймового надувного вала и надувного вала Размотка одинарного надувного вала, двухсторонняя опора Платформа для ручного сращивания, режим двойного сжатия |
|
Подложка направление движения |
вперед и назад |
|
Скорость движения носителя |
12 м/мин |
|
Максимальный диаметр размотки |
Д500 мм |
|
Максимальная несущая способность надувного вала |
500 кг |
|
Количество разматывающих надувных валов |
1 |
|
Система управления |
Настройте кнопку функционального управления, которая может завершить операцию удлинения ленты, паузы, аварийной остановки, вперед и назад, выравнивания влево и вправо и т. д. |
|
Скорость размотки |
Скорость размотки контролируется ПЛК в соответствии с заданной скоростью покрытия и данными об изменении натяжения в реальном времени; мощность размотки обеспечивается двигателем переменного тока + турбинным редуктором; |
2.Механизм нанесения покрытия
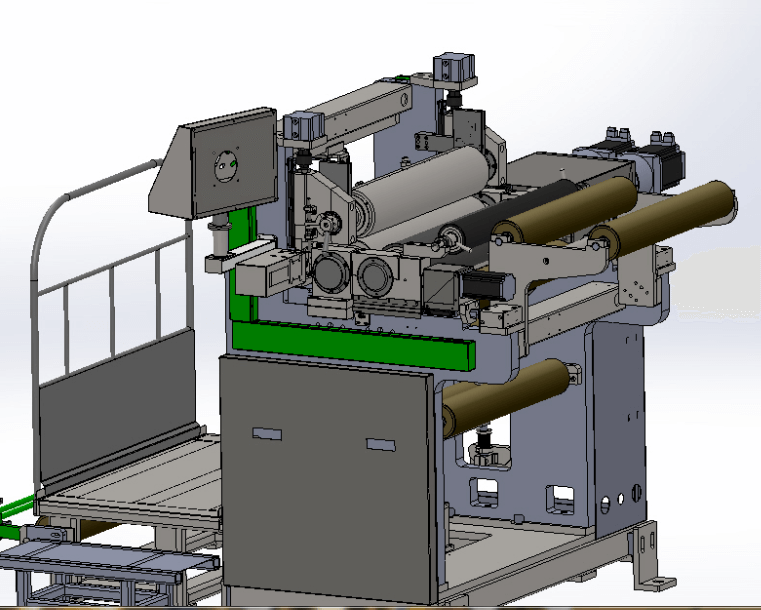
Головка машины в основном состоит из скребкового механизма, стального роликового механизма, резинового роликового механизма и привода резинового ролика.
· Механизм скребка приводит в движение высокоточный винтовой стержень для привода к наклонному блоку через червячный редуктор и передает движение скребка вверх и вниз посредством горизонтального перемещения наклонного блока и наклонного блока, что делает Точность регулировки более точная, легче контролировать и значительно уменьшает обратный зазор.
·Стальной роликовый механизм соединен со стальным стержнем через двойную диафрагменную муфту через серводвигатель. В стальном роликоподшипнике используется высокоточный импортный подшипник, который обеспечивает биение менее 1,5 мкм после установки благодаря уникальному методу установки.
· По сравнению с традиционным резиновым роликовым механизмом приводной двигатель фиксирован, а мягкое соединение двойной диафрагменной муфты позволяет избежать влияния вибрации двигателя на покрытие, обеспечивает точность покрытия, предотвращает попадание двигателя и резины. ролик, перемещающийся вперед и назад вместе, продлевает срок службы двигателя и уменьшает инерцию резинового валика во время нанесения покрытия.
·Приводной механизм резинового ролика соединяет двигатель и резиновый ролик через винтовой стержень и преобразует вращательное движение двигателя в движение вперед и назад резинового ролика. Резиновое роликовое седло и двигатель установлены на подвижном ползунке, что обеспечивает быструю реакцию и высокую точность.
|
Структура установки |
Общая вертикальная пластинчатая конструкция толщиной 50 мм, общий вес 1 тонна |
|
Главный приводной двигатель |
Серводвигатель (750 Вт) |
|
Периодический нажимной двигатель |
Серводвигатель (750 Вт) |
|
Обработка поверхности роликов |
Поверхность алюминиевого валка оксидированная, твердость поверхности HRC65, биение валка ⤠20 μ м, шероховатость поверхности Ra0,8, параллельность ⤠0,1 мм; |
|
Редуктор |
100:1 с редуктором 750 Вт |
|
Конструкция скребка |
Двусторонний скребок с запятой, гальваническое покрытие, наружный диаметр Φ 128 мм, |
|
Регулирование угла поворота лезвия |
Вращение ручки |
|
Валик для нанесения покрытия (стальной валик) |
Поверхность покрыта импортным твердым хромом диаметром 128 мм; |
|
Напряжение |
Полностью автоматическое ПИД-регулирование с замкнутым контуром, постоянное натяжение, диапазон натяжения 0 ~ 50 Н, точность регулирования натяжения ± 1n |
|
Перекат назад |
Диаметр 160 мм, импортный EPDM для поверхности хлеба, тонкий помол для поверхности вала |
|
Проходное смешивание |
Прямодвижение бесштокового цилиндра, регулируемая скорость |
|
Перегородка |
Материал Сайган, герметизированный пенопластом, оснащенный специальной формой для ножа |
|
Периодическая регулировка высоты лезвия |
Регулировка серводвигателя: установите прерывистый размер скребка и стального ролика на сенсорном экране с минимальным размером регулировки 0,1 мкм |
|
Автономное положение головы |
Установка и эксплуатация перед сушкой |
3. Механизм сушки (инфракрасный нагрев + электрический нагрев нагревательной трубки из нержавеющей стали)
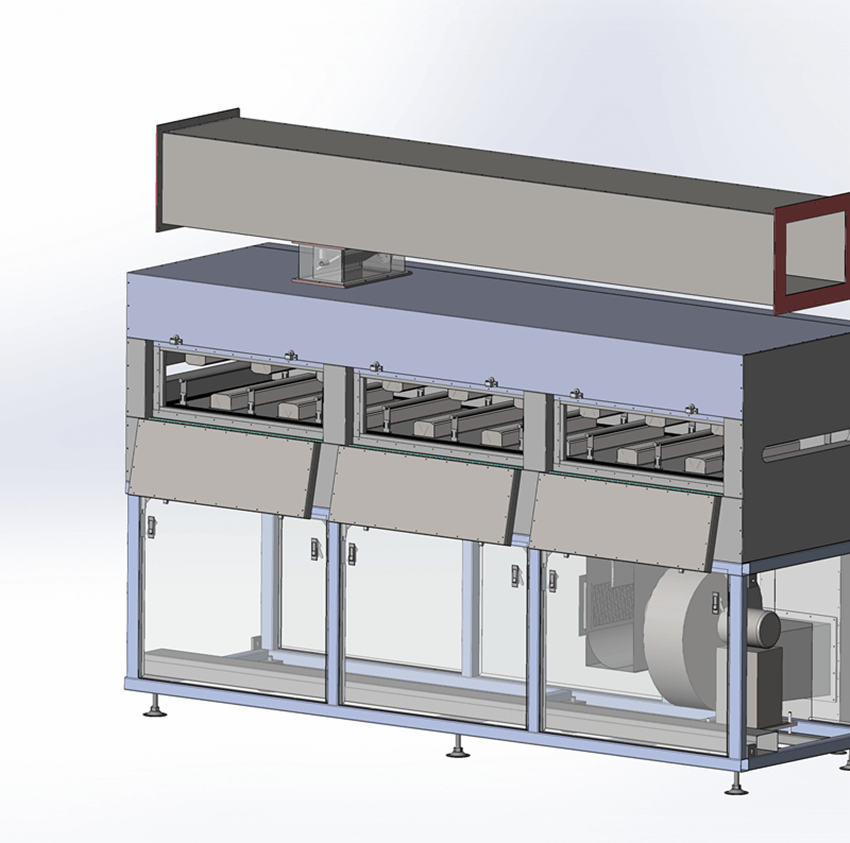
В сушильной части вентилятор управляется преобразователем частоты для подачи воздуха в печь, который перед входом в печь нагревается электрическим нагревателем. И оснащен функцией рециркуляции горячего воздуха, что эффективно снижает стоимость использования. Поскольку преобразователь частоты используется для управления двигателем подачи воздуха, регулировка объема воздуха удобна. Вентилятор изготовлен из нержавеющей стали и долговечен.
|
Конструкция печи |
Однослойный независимый нагрев, расположение вверх и вниз, первые две нагревательные печи используют независимый режим нагрева с нагревательным мешком вверх и вниз, вторые две нагревательные печи используют общий режим нагрева с нагревательным мешком. |
|
Первые 2 вспомогательных обогрева |
Конструкция вспомогательного инфракрасного нагрева используется для предотвращения растрескивания в процессе нагрева и ускорения скорости сушки. |
|
Длина духовки |
12м (3м/секция, всего 4 секции) |
|
текстура материала |
Нержавеющая сталь, внутренний контейнер по национальному стандарту SUS304 (1,0 мм), внешний контейнер по национальному стандарту SUS201 (1,2 мм) |
|
Режим движения направляющего ролика печи |
Все направляющие ролики в основном приводятся в движение серводвигателем диаметром Φ 60 мм, поверхность которых покрыта твердым хромом; первый и второй направляющие ролики имеют восходящую дугу, третий и четвертый направляющие ролики имеют нисходящую дугу с общим перепадом 200 мм. |
|
Контроль температуры |
Оно разделено на контроль нормальной рабочей температуры и контроль защиты от сигнализации превышения температуры. Когда температура превысится, появится звуковой и визуальный сигнал тревоги, и основное питание отопления будет отключено; каждая секция полностью управляется независимо |
|
Режим обогрева |
Инфракрасное отопление + нагревательная труба из нержавеющей стали, электрическое отопление, структура циркуляции горячего воздуха |
|
Нагревательная мощность односекционной печи |
Передние 2 секции 22кВт * 3М, задние 2 секции 18кВт * 3М |
|
Температура в духовке |
Исполнение Max150 â, разница температур в односекционной печи ⤠5 â |
|
Температура поверхности коробки во время работы |
â¤45â |
|
Метод выдувания |
Верхняя и нижняя продувка воздуха, верхний и нижний объем воздуха соответственно контролируются клапаном, который можно точно отрегулировать; верхняя и нижняя воздушные камеры имеют общий нагревательный корпус |
|
Регулятор объема вытяжного воздуха каждой секции |
С помощью механического клапана, независимое управление, точная настройка |
|
Конструкция сопла |
Направление обдува составляет 30 градусов к горизонтали, а канавка воздушного сопла имеет прорези в специальной форме |
|
Управление вентилятором |
Управление контактором переменного тока |
|
Управление обогревом |
Твердотельное реле |
|
Материал вентилятора |
Нержавеющая сталь SUS304 национального стандарта |
|
Продуваемость каждой секции (3м) |
4500м3/ч, давление: 550Па при номинальной скорости |
|
Объем выхлопа (всего два) |
10000м3/ч, давление: 600Па при номинальной скорости |
|
Система восстановления растворителя |
Нет, только установка интерфейса |
|
Аварийный сигнал концентрации растворителя NMP |
Нет (эту функцию необходимо указывать отдельно) |
|
Контроль давления в воздушной камере |
Нет (эту функцию необходимо указывать отдельно) |
|
Объем отработанного воздуха |
100-350 м3/мин |












1 Стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Доставка экспресс, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3 Ответственность за ущерб во время доставки бесплатно заменит вам поврежденную деталь.

Предыдущий :
Лазерный сварочный аппарат для сварки верхней крышки призматической батареиСледующий :
Высокоточная автоматическая штабелирующая машина для производства призматических ячеекКатегории
Новые продукты

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588

Менеджер по продажам:Дэвид Электронная почта:David@tmaxcn.com Вичат:18659217588
Если у вас есть вопросы о нашей продукции или прайс-листе, оставьте нам сообщение, и мы свяжемся с вами в течение 24 часов.
© Авторское право: 2026 Xiamen Tmax Battery Equipments Limited Все права защищены.

IPv6 поддерживается сетью

















